Профессиональная сварка кузова вашего автомобиля – виды и преимущества

Корпус авто является важной частью транспортного средства, как и прочие узлы или детали. Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой – неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды – влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
- Требования к проведению сварки кузова автомобиля
- Какой сваркой варить кузов?
- Можно ли варить кузов автомобиля сварочным инвертором?
- Сварка кузова полуавтоматом
- Особенности сварки кузова автомобиля электродом
Требования к проведению сварки кузова автомобиля
Сварка кузова авто – трудоемкий процесс, будь то дуговая, точечная или другой вид сварки. Она в любом случае требует наличия качественного сварочного аппарата для кузовных автомобильных работ и высокой квалификации сварщика – только это сочетание гарантирует удовлетворительный результат. Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва. Сварочные кузовные работы следует проводить в специально оборудованном помещении, где имеется точка подключения к сети с соответствующими параметрами частоты, напряжения и силы тока, источник газа и т.п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
Профессиональный подход к обработке кузова в оборудованном СТО позволяет получить сварочный шов с нужными критериями:
- вид шва выбирается в зависимости локализации повреждения;.
- учитывая характеристику металла выбирается тип сварки;
- метод сварочного ремонта – газовый, ручной дуговой, полуавтоматический, лазерный -выбирается в каждом случае индивидуально.
Действительно, универсального варианта не существует, элементы автомобиля после ремонта подвергаются разному по силе воздействию, да и выполнены из разных материалов. Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Своевременная диагностика авто позволяет выявлять повреждения на ранней стадии, что дает возможность решить задачу без серьезных финансовых затрат.

Какой сваркой варить кузов?
Как указано выше, выбором, какая сварка и какие материалы подойдут для сварки кузова автомобиля, должны заниматься профессионалы, как и тем, какой аппарат выбрать для реализации процесса. Корпус автомобиля изготовлен из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 – 0,14 %, и такая сталь толщиной в среднем порядка 0,8 мм отлично штампуется, устойчива при сильном растяжении. Что касается видов сварочного ремонта, то специалист выбирает из следующего ассортимента:
- ручная дуговая сварка с помощью многопостового сварочного выпрямителя типа «ВДМ 1202» или его аналога с электродами диаметром 1,6мм марки УОНИ 13/45, положение шва – нижнее;
- газовая сварка корпуса авто выполняется газовой горелкой с ацетилено-кислородным пламенем и присадочной проволокой диаметром 0.8 мм марки Св-08Г2С;
- сварка кузова полуавтоматом авто также весьма востребована – она потребует баллон с углекислым газом и проволоку диаметром 0.8 мм марки Св-08Г2С. Впрочем, можно сваривать полуавтоматом и без газа, использую порошковую проволоку или проволоку с флюсом.
Можно ли варить кузов автомобиля сварочным инвертором?
Инверторный сварочный аппарат для кузовных работ с высокочастотным электротоком используется для сварки бампера, дополнительных рам, задних и передних лебедок, бычьих планок и даже противотуманных фар, если заказчику захотелось разместить их на крыше транспорта. Базовое преимущество сварки кузова автомобиля инвертором составляет высокая скорость – работы будут завершены в кратчайшие сроки. Инвертор в процессе создания сварных швов на транспортном средстве активно использовался еще с советских времен, правда, только на местах корпуса, не предъявляющих претензий к эстетичному виду. Получающиеся швы надежные и прочные, но только на металле толщиной свыше 3 мм. Для получения качественного шва инвертором важно проводить процедуру в чистом помещении – попадание влаги и пыли в корпус неизбежно скажется на качестве шва.

Сварка кузова полуавтоматом
Какой аппарат выбрать для ремонта днища? Сварочный полуавтомат для кузовных работ оптимален для выполнения заплаток на пораженных ржавчиной областях корпуса. Сварка кузова полуавтоматом выполняется с помощью специальной проволоки и заслуженно получила звание наиболее универсального средства кузовного ремонта на сегодня. Данный способ позволяет соединять листы металла толщиной 0,8-6 мм. Что касается видов работ, выполняемых с помощью полуавтомата, важно отметить следующее:
- надежные соединения на лонжеронах;
- заплатки на месте корродирующего металла;
- восстановление сварочным аппаратом формы на месте обычных вмятин.
Помимо соединения деталей в ходе сваривания частей место контакта избавляется от кислорода, а корпус авто постепенно плавится, но поскольку сварка полуавтоматом кузова авто проходит под контролем оператора, то железо не сгорает.
Какой сварочный аппарат лучше выбрать для создания соединений на любых типах металла? Конечно же, это сварочный полуавтомат. Действительно, если для сварочного процесса применять не стандартный углекислый газ, а аргон, то возможно сваривать и цветные металлы вроде алюминия и нержавейки.
Особенности сварки кузова автомобиля электродом
Ручная дуговая сварка  позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище – для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали – как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище – для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали – как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
По понятным причинам сварка кузова автомобиля своими руками дешевле, но не качественнее, тем более, если полуавтомат сварочный для кузовных работ оставляет желать лучшего. Решив выбрать аппарат для ремонта кузова, квалифицированный специалист учтет химсостав, толщину металла, место расположения свариваемых деталей, так что состояние порогов после сварки будет радовать автовладельца не один год. Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности – доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Все тонкости проведения сварки кузова поврежденного автомобиля




Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.3 до 3 мм. А ещё полуавтомату для работы необходим углекислый газ.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.
Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.





Рассматриваем, можно ли варить кузов автомобиля сварочным инвертором

Если говорить о том, можно ли варить кузов автомобиля сварочным инвертором, следует учитывать несколько важных моментов. Одним из важнейших условий качественных сварных работ по кузову является даже не сам инвертор, а мастер, который будет его использовать.
Несмотря на все дополнительные функции сварочного инвертора, облегчающие сварочные работы, новичок не сможет это сделать ни полуавтоматом, ни инвертором. В чем заключается сложность проведения работ?
- В первую очередь, это тонкая толщина металла. Из-за тонкости кузовного железа, для сварочных работ чаще используют полуавтоматические сварные автоматы.
- Второй фактор, который придется учитывать – это создание микротрещин, возникающих под воздействием электрического тока на поверхности кузова.
Учитывая оба нюанса, несложно сделать вывод – инверторной сваркой можно варить машину, но делать это необходимо с учетом особенностей металла и техники проведения работ.
Как выбрать сварочный инвертор для гаража
Как уже описывалось выше, можно варить кузов автомобиля сварочным инвертором при наличии опыта и практики, причем более равномерная подача напряжения позволит существенно улучшить конечный результат работ.
Опытные мастера отмечают, что и для начинающих сварщиков выбор инверторной установки является оптимальным.
Выбирая сварочный инвертор для сварки кузова автомобиля, следует обратить внимание на следующие характеристики:
-
Уровень защиты от скачков напряжения. Наличие функции контроля перепадов напряжения является обязательной, но у качественных моделей, которые подойдут для работ в гараже, этот коэффициент будет равняться 20-25%.

Температурный диапазон, при котором возможно проведение сварочных работ. Европейский производитель обычно выпускает технику, ориентируясь на свой стандарт EN 60974-1, в РФ действует ГОСТ МЭК 60974-1-2004. Если установка соответствует заявленному, она способна работать в диапазоне от -40° до +40°C. Но еще лучше эти стандарты уточнить в инструкции по эксплуатации завода изготовителя.
Хранить сварочный инверторный аппарат для гаража лучше всего не в самом помещении, особенно если оно не отапливается, а все-таки дома. Большое количество микросхем, которые входят в устройство установки боятся сырости и резких перепадов температур.
Как варить машину инверторной сваркой
Чтобы научиться варить автомобиль инверторной сваркой, потребуется знание и понимание, по крайней мере, основ проведения сварочных работ. Специалисты недаром рекомендуют использовать для начинающих и опытных мастеров именно инверторные модели.
Инверторный сварочник способен работать на низкой силе тока обеспечивая равномерную подачу напряжения на дугу. В результате уменьшается количество разбрызгивания при сварке.
Обычный сварочный аппарат и инверторная сварка для кузовных работ отличаются только по принципу подачи напряжения на электрод и обрабатываемый металл, при этом проведение работ с их помощью практически не отличается друг от друга. При этом существует несколько простых правил:
- Если металл прожигается, выбран неправильный сварочный ток, необходимо его уменьшить.
- Некоторые металлы сваривают, изменив полярность. В таком случае плюс подводится к обрабатываемой поверхности.
Перед тем как начать работы, необходимо разогреть электрод. Для этого понадобится провести электродом по гладкой металлической поверхности.
Требования к инвертору и безопасности при сварке кузова
Существует несколько основных требований, предъявляемых к безопасной работе самой установки при выполнении сварки кузовщины, так и к рабочему. Правила безопасности также могут существенно повлиять на выбор подходящей модели. А именно:

Безопасность – рабочий должен быть уверен, что не подвергнется воздействию электрического тока. Именно по этой причине следует обращать внимание на класс безопасности инверторного устройства. Запрещается проводить работы на открытом воздухе во время дождя.
Даже инверторная установка с высоким уровнем защиты от попадания влаги не должна храниться во влажном помещении, особенно если не планируется ее эксплуатация в течение долгого времени.
Хотя обычно для сварки кузовной части автомобиля в большинстве случаев используют полуавтоматические установки, но и инверторные сварочники можно использовать.
Подготовка и проверка оборудования
Независимо от того, какой метод сварки был выбран, необходимо провести ряд подготовительных операций.
Подготовка к сварке автомобильного кузова полуавтоматом
- перед началом работы сварщик должен убедиться в том, что направляющий канал в сварочной горелке соответствует диаметру используемой проволоки;
- диаметр проволоки обязательно следует учитывать и при выборе сварочного наконечника;
- сопло аппарата осматривается на предмет металлических брызг. Если они есть, их необходимо удалить наждачной бумагой, в противном случае сопло быстро выйдет из строя.
Что стоит сделать перед тем, как начать инверторную
- надёжность электродных креплений тщательно проверяется;
- проверяется целостность изоляции на кабелях, всех соединениях и на электродержателе;
- проверяется надёжность креплений основного сварочного кабеля.
Советы по ремонту автомобильного кузова с помощью сварки своими руками
Соединить детали из очень тонкого металла достаточно трудно. Для этого лучше воспользоваться услугами профессионала, так как самостоятельно вы, скорее всего, просто ухудшите качество металла.

Для начала нужно провести подробный осмотр кузова автомобиля, чтобы понять какие области нуждаются в ремонте. Также с помощью внимательного осмотра вы сможете понять, нужен ли вам капитальный ремонт или можно обойтись небольшим локальным.
Капитальный ремонт предполагает выполнение полномасштабных ремонтных работ, которые чаще всего связаны с заменой какой-либо детали кузова полностью. Если вы имеет все необходимое оборудование и опыт за плечами, вы без проблем сможете выполнить как локальный, так и капитальный ремонт кузова вашего автомобиля
В настоящее время инверторными сварочными аппаратами (или инверторами) называются такие сварочные аппараты, которые позволяют осуществлять сварку с помощью электродов.
Меры предосторожности при сварочных работах
- все сварочные работы производятся только в сухой спецодежде из негорючих материалов, в рукавицах и защитной маске. Если сварка производится в помещении с металлическим полом, обязательным является использование либо прорезиненого коврика, либо резиновых галош;
- сварочный аппарат, независимо от его типа, всегда должен быть заземлён;
- при инверторной сварке следует особое внимание уделить качеству электрододержателя: хорошие электрододержатели выдерживают до 7000 зажимов электродов без повреждения изоляции;
- независимо от типа сварочного аппарата на нём всегда должны использоваться автоматические выключатели, самостоятельно разрывающие электрическую цепь при возникновении тока холостого хода;
- помещение, в котором производится сварка, должно хорошо вентилироваться. Это позволит избежать скопления газов, выделяющихся в процессе сварки и представляющих особую опасность для системы дыхания человека.



Можно ли использовать инвертор для сварки автомобильного кузова?
Чаще всего сварка, в классическом понимании этого слова, выполняется с применением расходных материалов в виде электродов различного состава. С помощью данного вида сварки достаточно легко соединить что либо, процесс не требует большого количества денежных средств. Однако ремонтировать видимую часть кузова данным методом нежелательно, так как сварное соединение очень заметно и его эстетичность оставляет желать лучшего.
Области около в багажнике автомобиля, под крыльями и другие скрытые участки без проблем можно отремонтировать, используя для этого сварочный инвертор. В этом случае важно использовать оборудование небольшого размера, чтобы без проблем ремонтировать участки, к которым трудно подобраться.
При сварке чего-либо инвертором в обязательном порядке необходимо соблюдать все меры безопасности. Поэтому не стоит рисковать безопасностью процесса и пытаться сварить труднодоступную область. Стоит отметить, инвертор чаще сего применяется для громоздких деталей больших размеров.
На сегодняшний день для проведения ремонтных работ с кузовом автомобиля широко применяется как сварка инвертором, так и полуавтоматическими приборами.
Использование того или иного способа сварки имеет свои преимущества и недостатки. В любом случае для того чтобы работать со сварочными аппаратами необходимо обладать специфическими знаниями. Если же вы не имеет никакого опыта в данной отрасли, то весь процесс лучше всего доверить человеку с опытом за плечами. При выполнении сварных соединений большое внимание должно быть уделено уровню безопасности, также помещение должно быть хорошо освещено.
Особенности сварки кузова автомобиля электродом
Ручная дуговая сварка

позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
Сварка кузова автомобиля электродом
Сварка кузовных элементов (кузовщина) электродами выбирается, когда нет высоких требований к эстетике швов. Для создания прочного соединения необходимо правильно подбирать тип электродов в соответствии с маркой стали. Для сварки лучше использовать инвертор, так как у него нет проблем с зажиганием и поддержанием дуги. Поэтому качество швов мало зависит от уровня мастерства.
Чтобы не было температурных деформаций варить кузов автомобиля нужно поэтапно:
- сначала прихватка;
- затем накладка стежков длиной по 2 см с интервалом 6 см;
- заключительная проварка периметра.
Между этапами делаются перерывы, дожидаясь полного остывания. При сварке толстого металла может потребоваться несколько часов. Принудительное охлаждение недопустимо, так как вызывает деформацию металла.
Правила обработки кузова после сварки
После того как все сварочные швы были выполнены в полном объеме, их необходимо зачистить с помощью болгарки. Итогом такой зачистки станет полная картина того, в каком состоянии находятся швы, а также есть ли непроверенные участки. В случае наличия таких непроваренных участков необходимо выполнить повторные сварочные работы на них.
Если непроваренных участков нет, следующим этапом становится подготовка кузова к пескоструйным работам и последующей покраске. Такая подготовка чаще всего заключается в шпаклевке всех элементов кузова, которые нуждаются в данном виде обработки.
Сварка кузова автомобиля: как правильно сделать её своими руками
Срок службы современных автомобильных кузовов долгим не назовёшь. У отечественных машин он составляет максимум лет десять. Кузова современных иномарок живут чуть дольше — лет пятнадцать. По истечении этого срока автовладелец неизбежно начнёт замечать признаки разрушения, с которыми нужно будет что-то делать. Кроме того, кузов можно повредить и во время ДТП. Какой бы ни была причина, выход почти всегда один: варить. Если вы уверены в своих силах, можно попробовать сделать сварку кузова автомобиля своими руками.
Профессиональная сварка кузова вашего автомобиля — виды и преимущества

Корпус авто является важной частью транспортного средства, как и прочие узлы или детали. Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Использование углекислотного полуавтомата
Анализ состояния отечественных авто, особенно выпуска до 1994 г., позволяет судить о плохом состоянии их несущих конструкций. Причина кроется в отсутствии грунтовки на кузове, в те годы предприятия автопрома наносили ЛКП прямо на железо.
Варить такой «раритет» сложно. Сварка выполняется проволокой, а используемый полуавтомат хорошо соединяет железо толщиной 0,8-6 мм. Какой кузовной ремонт может быть выполнен с помощью углекислотного сварного аппарата? Диапазон операций довольно большой:
- сварка лонжеронов и порогов;
- устранение дыр
- выправление вмятин и иных дефектов.
Работает полуавтомат по следующему принципу: давление подается в зону сварки, само соединение происходит за счет плавления металла двуокисью углерода. Детали автомобиля прочно свариваются друг с другом, а вытеснение воздуха во время процесса позволяет надежно защитить их от окисления.
Углекислотный полуавтомат обладает большим преимуществом: универсальность применения, он может применяться на любых металлах. При замене двуокиси углерода аргоном можно варить нержавеющую сталь, алюминий и другие цветные металлы. Для надежного соединения рекомендуется делать стежки не менее 2-х см в длину и шаг — 5 см.
Важно: обязательна обработка сварочных швов грунтовкой.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
- далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;
Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Требования к проведению сварки кузова автомобиля
Сварка кузова авто — трудоемкий процесс, будь то дуговая, точечная или другой вид сварки. Она в любом случае требует наличия качественного сварочного аппарата для кузовных автомобильных работ и высокой квалификации сварщика — только это сочетание гарантирует удовлетворительный результат. Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва. Сварочные кузовные работы следует проводить в специально оборудованном помещении, где имеется точка подключения к сети с соответствующими параметрами частоты, напряжения и силы тока, источник газа и т.п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
Профессиональный подход к обработке кузова в оборудованном СТО позволяет получить сварочный шов с нужными критериями:
- вид шва выбирается в зависимости локализации повреждения;.
- учитывая характеристику металла выбирается тип сварки;
- метод сварочного ремонта — газовый, ручной дуговой, полуавтоматический, лазерный -выбирается в каждом случае индивидуально.
Действительно, универсального варианта не существует, элементы автомобиля после ремонта подвергаются разному по силе воздействию, да и выполнены из разных материалов. Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Своевременная диагностика авто позволяет выявлять повреждения на ранней стадии, что дает возможность решить задачу без серьезных финансовых затрат.

Оборудование
При ремонтах легковых автомобилей возможно применение любого типа сварочной техники. Выбор зависит от ряда факторов:
- величина и характер повреждений, толщина металла детали;
- необходимое качество работы;
- насколько нагружен элемент, его важность для безопасной эксплуатации;
- сопутствующие факторы: условия производства работ, финансовые возможности хозяев и пр.
Рассмотрим варианты приспособлений для сварки, доступные рядовому автолюбителю.
Сварочный аппарат для ручной дуговой сварки на переменном токе
Традиционные, известные любому мастеру устройства использующие плавкий электрод из тонкого стального стержня, покрытого специальной обмазкой.
Диаметр электрода должен соответствовать толщине металла. Как правило для того, чтобы заварить элементы кузова или каркаса автомобиля используются электроды 2-3 мм.
Таким аппаратом может производиться сварка глушителя, других деталей из относительно толстого металла.
Сварщик с опытом 22 года, Сергейчук А. И.: «Не делайте длинных сварочных «концов», они сильно сажают мощность сварочного трансформатора, да и неудобно с ними работать. Лучше аппарат подтащить ближе».
Инверторный аппарат
Инверторы появились достаточно давно, но популярность приобрели лишь к концу XX века, после того как цена их снизилась до доступного для рядовых мастеров уровня.
Отличие от обычного трансформатора — качество сварочной дуги. Она устойчивее, ниже разбрызгивание металла при работе. Само оборудование имеет меньшие габариты и вес.
Хотя редкая модель бытового инвертора «тянет» электроды более 3 мм, для работы с тонким металлом они подходят как нельзя лучше.
Сварочные генераторы
В отличие от трансформаторов и инверторов вырабатывают постоянный ток. Параметры дуги не уступают инвертору, при большей мощности.
Вращает генератор электрический или бензиновый двигатель. Есть модели на газе, дизельном топливе.
Преимущество, помимо качества дуги – мобильность агрегатов с дизелем или ДВС. Небольшие модели генераторов, в качестве «бортового» автомобильного сварочного аппарата порой берут в дорогу автотуристы по необжитым местам, профессионалы-дальнобойшики.
Углекислотный полуавтомат
Перечисленное выше оборудование имеет ряд недостатков:
- металл самого кузова в зоне дуги перекаливается, теряя прочность;
- шов получается довольно грубым;
- для работы требуются хорошие навыки, при их недостатке качество шва получается низкое.
Этих ограничений во многом лишены углекислотные полуавтоматы — аппараты, которыми сварка авто ведется в среде углекислого газа.
В отличие от обычного сварочного трансформатора либо инвертора для сварки в качестве плавкого электрода здесь используется не пруток, а тонкая проволока.
Она подается в точку сварки непосредственно через рукоять горелки по мере расходования. Таким образом расстояние от сопла до шва остается все время постоянным.
Кроме того, зона наплавления металла шва обдувается углекислым газом. Углекислота предохраняет шов от окисления, охлаждает свариваемый металл, не давая ему перекаливаться.
Сварка этим устройством превосходит качеством и скоростью все ранее перечисленные агрегаты. Уступают углекислотные полуавтоматы только дорогой аргоновой сварке и для кузовных работ подходят наилучшим образом.
Минусов у агрегатов углекислотной сварки два:
- громоздкость;
- высокая стоимость оборудования.
Тем не менее на сегодня они встречаются даже в гаражах обычных автолюбителей, подрабатывающих на ремонтах и сварке авто близлежащих соседей.
Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Чем лучше варить кузов автомобиля
Кузов автомобиля постоянно подвергается разрушающему действию влаги, грязи, химикатов, которыми зимой посыпают дороги. Проблема усугубляется вибрационными нагрузками. Поэтому даже при тщательном уходе неизбежно появление трещин и дыр, проеденных коррозией. Выход один — сварка автомобиля. Однако это не означает что нужно обращаться в автомастерскую. Небольшие повреждения можно устранить сваркой кузова автомобиля своими руками.

Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Какой сваркой лучше варить кузов автомобиля
Если есть простой сварочный аппарат, ремонт выполняется вручную обычными электродами. Однако наложенные швы получаются грубыми и высока вероятность прожога тонкого металла. Поэтому этим способом рекомендуется производить ремонт мест не видимых снаружи. Например, под крыльями, в багажнике, днища.
Качественная сварка кузова автомобиля производится полуавтоматом. С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
Подготовительные работы
Перед проведением сварочных работ с поверхности удаляется грязь и пыль, очищается от коррозии. Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
При подготовке полуавтомата необходимо убедиться в соответствии направляющего канала диаметру выбранной проволоки. В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
Перед ремонтом с помощью сварочного инвертора необходимо проверить:
- надежно ли закреплен электрод;
- нет ли поврежденной изоляции на кабеле и держателе;
- прочность закрепления кабеля;
- исправность заземления аппарата.
Как варить кузов автомобиля полуавтоматом
Для сварки кузова полуавтоматом нужно приготовить проволоку диаметром 1 мм, покрытой медью, наждачную крупнозернистую бумагу, понижающий давление редуктор, баллон с углекислым газом на 20литров. Работа выполняется в следующей последовательности:
- Зачищенные наждачной бумагой ремонтируемые участки плотно прижимаются друг к другу. Возможно применение струбцин, болтовых соединений, саморезов.
- На передней панели аппарата переключателями выставляется величина сварочного тока, скорость подачи проволоки.
- На газовый баллон устанавливается редуктор и соединяется шлангом с горелкой.
- Сопло пассатижами свинчивается с горелки, снимается наконечник.
- Бобина с проволокой вставляется в аппарат. Ее конец на 15 — 20 см вводится в подающий канал.
- На проволоку надевается наконечник, устанавливается сопло.
- Переключателями устанавливается полярность тока так, чтобы держатель был подключен к плюсу, а горелка к минусу. Для проволоки без покрытия полярность меняется на противоположную.
- После подключения аппарата к электросети, держатель с горелкой подносится к ремонтируемому месту. При нажатии кнопки на держателе включается подача проволоки и углекислого газа.
- Чтобы заварить длинный шов и не перегреть место соединения детали сначала прихватываются в 3 — 4 местах. Затем с промежутком 7 — 10 см накладываются стежки длиной 2 — 4 см.
- После пятиминутного перерыва, когда швы остынут, провариваются промежутки между ними.
Сварка кузова автомобиля электродом
Сварка кузовных элементов (кузовщина) электродами выбирается, когда нет высоких требований к эстетике швов. Для создания прочного соединения необходимо правильно подбирать тип электродов в соответствии с маркой стали. Для сварки лучше использовать инвертор, так как у него нет проблем с зажиганием и поддержанием дуги. Поэтому качество швов мало зависит от уровня мастерства.
Чтобы не было температурных деформаций варить кузов автомобиля нужно поэтапно:
- сначала прихватка;
- затем накладка стежков длиной по 2 см с интервалом 6 см;
- заключительная проварка периметра.
Между этапами делаются перерывы, дожидаясь полного остывания. При сварке толстого металла может потребоваться несколько часов. Принудительное охлаждение недопустимо, так как вызывает деформацию металла.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.

Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Несмотря на кажущуюся сложность, кузовной ремонт автомобиля электросваркой доступен даже новичкам. При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.
Какой сваркой лучше всего варить кузов автомобиля: критерии выбора
 Любая вещь со временем изнашивается. И чем сложнее условия работы, тем быстрее. Автомобиль не исключение.
Любая вещь со временем изнашивается. И чем сложнее условия работы, тем быстрее. Автомобиль не исключение.
В крупном городе с активным движением его можно ударить, поцарапать. Реагенты против наледи вызывают активную коррозию днища, порогов, крыльев. В глубинке к этому добавляются плохие дороги. Металл кузова испытывает резкие толчки, задевает о кочки, «устает», трескается и рвется.
И если изношенную деталь можно заменить новой, заменить кузов — фактически заменить машину.
На помощь придет сварочный аппарат. С его помощью можно устранить даже серьезное повреждение.
Сварка автомобиля что это такое, какой оснасткой выполняется, какие имеет особенности вы узнаете, потратив пять минут на чтение статьи.
Требования к технологии проведения
Существует три основных типа компоновки автомобилей, воспринимающей эксплуатационные и другие нагрузки:
- На основе силового каркаса, к которому крепятся механизмы и обшивка.
- Несущий кузов, который, формируя защищенный полезный объем, одновременно служит основой для крепления агрегатов машины. Вариант закрепился за подавляющим большинством индивидуальных (легковых) автомобилей.
- Совмещенный вариант, включающий оба элемента. Область применения — грузопассажирский транспорт, автобусы, спец техника.
Наиболее «привередлива» вторая категория. Даже опытный специалист автосервиса не всегда определит, насколько нагружен тот или иной элемент несущего кузова.
 Не зависимо от компоновки, к сварке автомобиля предъявляют следующие требования:
Не зависимо от компоновки, к сварке автомобиля предъявляют следующие требования:
- Надежность. Прочность отремонтированного элемента (в идеале) не должна уступать первоначальной. Если это сварка выхлопной системы — швы должны быть герметичными.
- Швы и стыки не должны нарушать эстетики. Особенно это актуально для ремонтов в районе крыла, дверей, капота.
- Ремонт не должен снижать эксплуатационные качества, мешать штатной работе механизмов.
Все эти задачи осложняются тем, что несущий набор кузова имеет сложную форму. Повреждения порой недоступны, либо плохо доступны для качественной сварки. Металл кузова автомобилей, тонкий, меньше миллиметра, сварка его требует определенных навыков, специального оборудования.
[stextbox Применяя электросварку даже при совсем мелких, простых ремонтах обязательно отключайте аккумулятор, а также электронные блоки автомобиля.[/stextbox]
Оборудование
При ремонтах легковых автомобилей возможно применение любого типа сварочной техники. Выбор зависит от ряда факторов:
- величина и характер повреждений, толщина металла детали;
- необходимое качество работы;
- насколько нагружен элемент, его важность для безопасной эксплуатации;
- сопутствующие факторы: условия производства работ, финансовые возможности хозяев и пр.
Рассмотрим варианты приспособлений для сварки, доступные рядовому автолюбителю.
Сварочный аппарат для ручной дуговой сварки на переменном токе
Традиционные, известные любому мастеру устройства использующие плавкий электрод из тонкого стального стержня, покрытого специальной обмазкой.
Диаметр электрода должен соответствовать толщине металла. Как правило для того, чтобы заварить элементы кузова или каркаса автомобиля используются электроды 2-3 мм.
Таким аппаратом может производиться сварка глушителя, других деталей из относительно толстого металла.
[stextbox с опытом 22 года, Сергейчук А. И.: «Не делайте длинных сварочных «концов», они сильно сажают мощность сварочного трансформатора, да и неудобно с ними работать. Лучше аппарат подтащить ближе».[/stextbox]
Инверторный аппарат
 Инверторы появились достаточно давно, но популярность приобрели лишь к концу XX века, после того как цена их снизилась до доступного для рядовых мастеров уровня.
Инверторы появились достаточно давно, но популярность приобрели лишь к концу XX века, после того как цена их снизилась до доступного для рядовых мастеров уровня.
Отличие от обычного трансформатора — качество сварочной дуги. Она устойчивее, ниже разбрызгивание металла при работе. Само оборудование имеет меньшие габариты и вес.
Хотя редкая модель бытового инвертора «тянет» электроды более 3 мм, для работы с тонким металлом они подходят как нельзя лучше.
Сварочные генераторы
В отличие от трансформаторов и инверторов вырабатывают постоянный ток. Параметры дуги не уступают инвертору, при большей мощности.
Вращает генератор электрический или бензиновый двигатель. Есть модели на газе, дизельном топливе.
Преимущество, помимо качества дуги – мобильность агрегатов с дизелем или ДВС. Небольшие модели генераторов, в качестве «бортового» автомобильного сварочного аппарата порой берут в дорогу автотуристы по необжитым местам, профессионалы-дальнобойшики.
Углекислотный полуавтомат
 Перечисленное выше оборудование имеет ряд недостатков:
Перечисленное выше оборудование имеет ряд недостатков:
- металл самого кузова в зоне дуги перекаливается, теряя прочность;
- шов получается довольно грубым;
- для работы требуются хорошие навыки, при их недостатке качество шва получается низкое.
Этих ограничений во многом лишены углекислотные полуавтоматы — аппараты, которыми сварка авто ведется в среде углекислого газа.
В отличие от обычного сварочного трансформатора либо инвертора для сварки в качестве плавкого электрода здесь используется не пруток, а тонкая проволока.
Она подается в точку сварки непосредственно через рукоять горелки по мере расходования. Таким образом расстояние от сопла до шва остается все время постоянным.
Кроме того, зона наплавления металла шва обдувается углекислым газом. Углекислота предохраняет шов от окисления, охлаждает свариваемый металл, не давая ему перекаливаться.
Сварка этим устройством превосходит качеством и скоростью все ранее перечисленные агрегаты. Уступают углекислотные полуавтоматы только дорогой аргоновой сварке и для кузовных работ подходят наилучшим образом.
Минусов у агрегатов углекислотной сварки два:
- громоздкость;
- высокая стоимость оборудования.
Тем не менее на сегодня они встречаются даже в гаражах обычных автолюбителей, подрабатывающих на ремонтах и сварке авто близлежащих соседей.
Подготовка и настройка
 Перед тем как приступить к сварке, оборудование проверяют и настраивают. Эти работы опытным сварщиком выполняются автоматически, занимая считанные минуты.
Перед тем как приступить к сварке, оборудование проверяют и настраивают. Эти работы опытным сварщиком выполняются автоматически, занимая считанные минуты.
При работе инвертором предварительно настраивают полярность. Обычно тонкий металл варят на обратной полярности, при которой деталь греется меньше.
Затем подбирают электрод, подсоединяют кабели, подключают электропитание.
Прежде чем варить полуавтоматом проверяют давление на выходе редуктора баллона с углекислотой, при необходимости регулируют.
Не зависимо от устройства для сварки, рабочее место должно быть оборудовано вентиляцией. Позаботьтесь о достаточном освещении. Оно сделает работу удобной, повысит качество, снизит нагрузку на глаза.
Уделите внимание защите от возможных повреждений остальных элементов машины. Это касается шин, внутренней отделки салона, пластика, электропроводки и т.п.
Места сварки необходимо зачистить от краски и ржавчины. При необходимости сильно разрушенные части удалить.
Для сварки глушителя ремонта других съемных частей их лучше демонтировать.
Охрана труда и техника безопасности при сварке
 Основные травмирующие факторы сварки:
Основные травмирующие факторы сварки:
- Высокая температура. Ожог может причинить сама дуга, раскаленный металл свариваемых деталей, держатель электрода или горелка.
- Световое излучение, поражающее сетчатку и роговицу глаз.
[stextbox смотрите на дугу находясь вблизи от места сварки, даже мельком. При самостоятельной работе использование маски — обязательное условие.
Ожог вызывает резь, ощущение «песка» под веками. Помогут глазные капли, из народных средств — прикладывание к глазам ломтиков сырого картофеля. Обязательно обратитесь к врачу-окулисту.[/stextbox]
- Электрический ток.
Перед тем как впервые приступить к сварке, внимательно изучите правила безопасной эксплуатации оборудования.
Используйте плотную одежду с длинными рукавами, защищающую от брызг металла, перчатки из спилки или плотной ткани. На голову оденьте шапочку или подшлемник.
Полуавтоматом
Углекислотный полуавтомат сложное устройство. Тем не менее освоить его, научится варить несложные швы возможно за неделю.
Все что нужно для сварки автомобиля:
- защитные приспособления (спец. одежда, маска);
- сварочный полуавтомат;
- кабели в гибкой изоляции из резины;
- сварочная проволока;
- баллон с углекислым газом;
- редуктор для понижения давления, шланг подачи газа;
- вспомогательные приспособления: струбцины для фиксации свариваемых деталей, молоток, большие пассатижи;
- оснастка для замеров и разметки: угольник слесарный, складной метр, рулетка, мелок.
Перед тем как начать работы нужно обустроить рабочее место, как было описано выше. Одеваем рабочую одежду, обувь, рабочие перчатки и далее двигаемся по порядку:
- Готовим материал, вспомогательные инструменты.
- Подбираем марку и диаметр сварочной проволоки, определяем — какую силу тока установить.
Для подбора используют специальные справочные таблицы, где учитывается зависимость толщины свариваемого металла, скорость подачи проволоки, диаметр и пр. (см. таблица 1)

- Устанавливаем бобину с проволокой, при необходимости заменяя установленную, если она не подходит по параметрам. Настраиваем скорость подачи электрода, длину выступающей части.
- Подсоединяем нулевой кабель к свариваемой детали.
- Подсоединяют шланг подачи углекислоты, выполняем настройку редуктора, опробуем подачу газа.
- Включаем ток, подносим горелку к месту сварки. Касанием электрода зажигаем дугу, нажатием кнопки включаем подачу проволоки.
- Опробуем работу агрегата на бросовом обрезке стали. По ее результатам при необходимости, выполняем дополнительную регулировку.
Нужно помнить, сварка бампера, изготовленного из нержавеющей стали или алюминиевых сплавов, должна вестись аргоновым аппаратом.
Виды соединений
Соединение называют в зависимости от расположения деталей друг относительно друга.
- Внахлест. Детали накладываются друг на друга, либо соединяются еще одной, накладной. Сварка при этом как правило ведется с двух сторон, для надежности соединения. Такой шов применяют там, где нужна повышенная прочность.
- Соединение встык требует точности. Применяют его там, где важна не столько прочность, сколько внешний вид.
- Угловым и тавровым швом можно сварить детали, соединение которых происходит под углом.
 По положению в пространстве швы разделяют на три типа, любой из которых может встретится при сварочных работах вашего авто:
По положению в пространстве швы разделяют на три типа, любой из которых может встретится при сварочных работах вашего авто:
- Нижний — когда свариваются лежащие детали на земле, столе или других конструкциях. Электрод при этом направлен вертикально или отклоняется на угол до 15 градусов.
- Вертикальный или горизонтальный (стеновой). Электрод расположен горизонтально, или под небольшим углом, ведется по горизонту, либо вертикально.
- Потолочный, противоположный нижнему.
Последний сложен для исполнения даже для квалифицированного сварщика: работать приходится над головой, наплавляемый металл норовит вылиться из шва. С этим приходится сталкиваться при сварке днища автомобиля своими руками.
Защита
Соединение сваркой по большей части быстро «прихватывается» ржавчиной. Чтобы этого не происходило, швы покрывают защитными грунтами, смазками. При последующих работах по окраске их при необходимости удаляют.
Нагревающиеся детали, к примеру сварку гофры глушителя, выхлопной трубы или коллектора окрашивают термостойкой краской.
Швы на днище автомобиля покрывают защитной холодной грунтовкой на основе битума, синтетических смол или пластика, полости заполняются специальными герметиками.
Там, где повреждения изначально были вызваны коррозией кузова, к защите предъявляют повышенные требования. Наиболее уязвимыми в этом отношении являются пороги их надо обработать не только снаружи, но и изнутри, закачав специальный состав.
Все тонкости проведения сварки кузова поврежденного автомобиля
Kaliostr0 › Блог › Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах







Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен «-«. Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлаканагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит 🙂
Сварка кузова инвертором: основные правила работы и нюансы сварочных процессов для качественного соединения
В настоящее время инверторными сварочными аппаратами (или инверторами) называются такие сварочные аппараты, которые позволяют осуществлять сварку с помощью электродов.
Особенности и преимущества сварки кузова автомобиля инвертором
Инверторы являются высокотехнологичным оборудованием, которое, между тем, достаточно просто в управлении, например, в части обучения технологий сварки (срок обучения не превышает для новичков одной недели). Данные аппараты отличает также высокая производительность, что делает данный вид сварочного оборудования особенно распространенным в части сварочных работ на автомобильной технике.
Сами инверторные сварочные аппараты обладают рядом преимуществ, к числу которых относятся:
Однако следует понимать, что инверторы по своей цене находятся в том же диапазоне, что и полуавтоматические аппараты, а в некоторых случаях могут его превышать по стоимости (в зависимости от используемого бренда).
Как выбрать аппарат
Все швы, выполняемые на инверторных сварочных аппаратах, являются видимыми. И качество таких швов зависит от того, какими характеристиками обладает тот или иной аппарат. При выборе инвертора следует отталкиваться от следующих параметров:
- устойчивость к нестабильному напряжению: коэффициент устойчивости (защитный коэффициент) должен находиться в диапазоне от 20 до 25% (указывается на самом устройстве и в документах к нему);
- предельные допустимые температуры окружающей среды, при которых должна осуществляться эксплуатация оборудования (указывается в градусах Цельсия и находится в диапазоне от +40 до -40 градусов, что является оптимальными температурными значениями);
- значения диаметров используемых электродов при сварке (в частности, электрод №2 с диаметром 2 мм используется для сварки тонких деталей, например, кузовного металла на крыльях или дверях автомобиля, а электроды №4 с толщиной 4 мм – на более толстых компонующих элементах кузова автомобиля).
 Примерная стоимость инверторов для сварки на Яндекс.маркет
Примерная стоимость инверторов для сварки на Яндекс.маркет
Обращать внимание на функции «горячий старт» или «антиприлипание» не следует, так как они изначально идут на всех современных инверторных аппаратах в «базе» и используются производителями как рекламный ход с целью выгоднее представить свой товар для неопытных пользователей.
Правила подготовки металла
Для того чтобы получить максимально качественные сварные швы, необходимо выполнить ряд условий, а именно:
- снизить в помещении, где будет выполняться сварочный процесс, уровень влажности до минимально возможной. Данное действие необходимо для того, чтобы снизить риск поражения электрическим током человека, который будет выполнять работы. Кроме того, снижение влажности положительным образом скажется на сварочном шве, так как меньше риск попадания микроскопических капелек воды в шов с образованием микро-раковин, что может в дальнейшем привести к разрушению шва;
- очистить металл, который предстоит варить. Под очисткой в данном случае понимается полное удаление лакокрасочных покрытий, снятие коррозийных образований и удаление тех кузовных и иных элементов, которые существенным образом могут затруднить процесс сварки;
- в некоторых случаях (особенно при большой степени коррозионных повреждений) рекомендуется обрабатывать те края, где будет проходить сварка, специальными грунтовками. Однако прибегать к данному способу укрепления металла следует очень осторожно, так как излишнее нанесение каких-либо покрытий на металл может повлечь за собой усиленное плавление или горение металла.
Технология сварки
Так как кузовной металл является очень тонким (от 0,8 до 1 мм), то выполнять сварочные работы следует с особой тщательностью. Для этого необходимо соблюдать следующие технологические правила:
- использование электродов допускается толщиной не более 2 мм;
- в зависимости от толщины металла допускается выбор сварочного тока только в отношении свариваемых внахлест деталей. Если сварка идет встык, то для того, чтобы избежать горения металла, силу сварочного тока следует уменьшить (подбор осуществляется на аналогичном по типу металле путем коррекции силы тока в зависимости от получаемого результата);
- если речь идет о сварке тонкого металла с использованием длинных электродов, желательно помогать второй рукой, фиксируя электрод для установления дуги (однако, касаться до электрода можно только в специальных защитных сварочных перчатках – крагах);
- сварочный шов может осуществляться точечно (точечная сварка), а может непрерывным методом. Однако в каждом конкретном случае следует следить за движениями электрода с целью исключения горения металла;
- если необходимо закрепить новую деталь, то сначала ее нужно приложить к старому металлу, закрепить, чтобы избежать скольжения, а затем выполнить сварку двумя этапами: на первом этапе делаются «прихватки» – сварочный шов в данном случае не превышает по длине 2 см, а расстояние между швами не может быть более 6 см; следующим этапом становится наложение сплошного шва с целью завершения скрепления двух деталей.
При выполнении сварочных работ необходимо защищать глаза с помощью маски с затемненным стеклом (степень затемнения стекла зависит от того, какой вид сварки используется), руки должны быть закрыты перчатками (крагами), задерживающими попадание на кожу капелек раскаленного металла.
Одежда сварщика не может быть синтетической, так как потребуется избежать риска ее возгорания.
Правила обработки кузова после сварки
После того как все сварочные швы были выполнены в полном объеме, их необходимо зачистить с помощью болгарки. Итогом такой зачистки станет полная картина того, в каком состоянии находятся швы, а также есть ли непроверенные участки. В случае наличия таких непроваренных участков необходимо выполнить повторные сварочные работы на них.
Если непроваренных участков нет, следующим этапом становится подготовка кузова к пескоструйным работам и последующей покраске. Такая подготовка чаще всего заключается в шпаклевке всех элементов кузова, которые нуждаются в данном виде обработки.
Какое оборудование лучше всего подходит для сварочных кузовных работ?

Повреждение кузова может быть вызвано обширным распространением коррозии либо может являться следствием сильного ДТП. В таком случае существует два способа ремонта автомобиля: замена кузова и переварка его поврежденных элементов. Второй вариант требует применения специального оборудования. В приведенной статье рассмотрены инструменты, которыми можно варить кузов автомобиля, и технологии осуществления данных работ.
Выбор оборудования
Профессионалы считают, что для сварки кузова автомобиля лучше всего подходит углекислотный полуавтомат, осуществляющий сварку проволокой. Также для рассматриваемых работ можно применять инвертор.
Не рекомендуется использовать сварочный аппарат на электроде. Это объяснимо:
- данный инструмент не способен создать качественный шов при работе с автомобильным металлом;
- из-за больших размеров оборудования к некоторым труднодоступным местам будет сложно проникнуть в процессе работы;
- высока вероятность прожигания металла кузова насквозь при использовании сварочного аппарата переменного тока.
Поэтому сварочные инструменты на электроде не подходят для кузовного ремонта. Можно использовать их лишь для простейших работ, например, возможно заварить таким инструментом лопнувшую раму.
Что касается инвертора и углекислотного полуавтомата, то каждый из данных вариантов характеризуется специфическими особенностями при использовании для сварки кузова автомобиля. Однако в любом случае, чтобы правильно варить кузов, необходимо иметь соответствующие навыки и соблюдать технику безопасности. К тому же важно правильно организовать рабочее место, заранее приобретя и расположив все необходимое для работ оборудование и организовав достаточное освещение. Нужно учитывать, что варить кузов автомобиля в одиночку затруднительно, поэтому лучше найти помощника.

Углекислотный полуавтомат
Его считают наиболее доступным и универсальным сварочным инструментом. Таким оборудованием можно варить металл толщиной от 0,8 до 6 мм. Углекислотный полуавтомат подходит для выполнения таких работ:
- переварка порогов и лонжеронов;
- заплатка дыр;
- выправление вмятин.
Данный инструмент чаще всего используют, чтобы варить кузова автомобилей с низкой долговечностью, например, модели ВАЗ.
Принцип функционирования углекислотного полуавтомата состоит в подаче под давлением в зону сварки двуокиси углерода. При этом происходит вытеснение воздушной смеси, поэтому процесс сварки осуществляется в углекислотной среде, что обеспечивает защиту металла от окисления. В процессе сварки металл плавится, прочно скрепляя детали.
Одно из достоинств углекислотного полуавтомата состоит в том, что данным инструментом можно варить все виды металлов, в частности цветные, такие как нержавеющая сталь и алюминий, только для этого потребуется заменить двуокись углерода на аргон.
Для обеспечения прочности швов кузова нужно варить правильно, нанося стежки длиной 2 см с интервалом в 5 см. Недостатком рассматриваемого инструмента считают стационарность, обусловленную большой его массой и размерами, однако это не столь важно при кузовном ремонте, который обычно производят в автосервисе или гараже.
Инвертор
Его применяют обычно с целью ускорения выполнения сварочных работ, данный прибор использует в работе токи высокой частоты (до 2000 Гц). К его достоинствам относят компактные размеры, высокую скорость выполнения сварки, возможность работы при пониженном напряжении тока в сети и простоту использования, позволяющую варить кузов автомобиля даже начинающим сварщикам.
В качестве недостатков инвертора отмечают высокую стоимость, чувствительность к пыли, невозможность варить металл толщиной более 3 мм.
Сварка своими руками
Варить кузов самостоятельно возможно при наличии начальных навыков, особенно с использованием инвертора, что позволит сократить затраты на оплату квалифицированного труда. Однако придется добыть где-то соответствующее оборудование.
Наилучший вариант ремонта при повреждении кузова состоит в его замене. Но это дорого стоит, поэтому сварку применяют для восстановления недорогих автомобилей, отличающихся невысокой устойчивостью к коррозии, следовательно, распространенность рассматриваемого способа ремонта велика. Далее рассмотрена сварка углекислотным полуавтоматом.

Предварительные действия
Перед началом работ необходимо подготовить подлежащие сварке участки кузова автомобиля. Подготовка состоит в полной очистке металла от краски, ржавчины и загрязнений.
Затем переходят к подготовке сварочного оборудования к работе.
- Прежде всего, проверяют сеть на нагрузочную способность.
- Далее сварочный аппарат заряжают проволокой. Для этого нужно снять газовое сопло сварочной горелки, отвинтить ключом ее медный наконечник, отвести прижимной ролик с проволокой и установить полярность. Данный параметр определяется типом применяемой проволоки. В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.
- После этого конец проволоки заводят на 10 — 20 см в подающий канал и подводят прижимной ролик, удерживающий ее от осыпания. При этом проволока должна попасть в ложбинку ведущего ролика.
По завершении описанных операций устройство подключают к сети и нажимают клавишу на его ручке, после чего происходит подача газа, затем сварочной проволоки и тока. При этом нужно надеть на проволоку и закрутить требуемый медный наконечник и установить газовое сопло.
Рекомендации по сварке
При кузовных работах обычно варят все части, кроме передней, так как в процессе эксплуатации на нее приходятся минимальные нагрузки. У автомобилей, не соответствующих данному правилу, требуется переварка, прежде всего, мест крепления передних «лап» к поперечной балке. В любом случае необходимо заварить швы поддона, стойки и заднюю часть кузова автомобиля. Крылья и капот обычно не обрабатывают. Нужно отметить, что кузов имеет некоторые слабые места, особо подверженные разрушению коррозией, поэтому чаще всего заваривают эти участки.

Днище можно проварить с двух сторон, однако при работах необходимо соблюдать температурный режим. Это позволит сохранить структуру швов и нейтрализует вредное воздействие сварочного аппарата на материал.
В качестве заплат для днища обычно используют листы металла толщиной 1,5-2 мм. Более тонкий металл ненадежен, а более толстый сложен в обработке.
Резать материал необходимо с соблюдением оптимальных режимов во избежание ухудшения его свойств. Днище лучше варить не одному, так как лист металла нужно расположить равномерно, что сложно осуществить в одиночку. По завершении работ края вваренного листа металла обтачивают и обрабатывают грунтом или эпоксидной смолой с целью обеспечения герметичности. После того, как переварка завершена, необходимо обработать швы грунтовкой. При этом особое внимание уделяют швам стоек, поддона и задней части кузова.
Углекислотным полуавтоматом можно заварить не только кузов, а также двигатель и глушитель автомобиля. При работе с двигателем необходимо использовать аргон. Это позволяет варить такие металлы, как чугун, нержавеющая и обыкновенна сталь, алюминий, из которых состоит большинство деталей двигателя. Переварка глушителя осуществляется подобно сварке днища, то есть путем накладывания металлической заплатки.
Сварка кузова автомобиля и особенности ремонта
Кузов практически любого современного автомобиля способен быть в активной эксплуатации в течение 10-15 лет, до начала активных коррозионных процессов. Конечно, это возможно в случае качественного ухода и отсутствии повреждений (а при наличии таковых – при качественном ремонте). Однако необходимость проведения ремонтных работ, с использованием сварки может потребоваться не только при развитии коррозии, но и, например, в результате ДТП. Рассмотрим технологии проведения работ различных видов, чтобы читатель мог представить себе – насколько возможна сварка кузова автомобиля своими руками.
Как сваривают кузов на заводе
 Как известно, готовый кузов вовсе не отливают, а штампуют ряд деталей из жести, которую затем и соединяют сваркой в единый кузов. Конечно, происходит процесс, в большинстве случаев, автоматически, с использованием роботов. Однако сама технология сильно отличается от того, что можно увидеть в автосервисах или на производствах, работающих с металлоконструкциями.
Как известно, готовый кузов вовсе не отливают, а штампуют ряд деталей из жести, которую затем и соединяют сваркой в единый кузов. Конечно, происходит процесс, в большинстве случаев, автоматически, с использованием роботов. Однако сама технология сильно отличается от того, что можно увидеть в автосервисах или на производствах, работающих с металлоконструкциями.
Типичный метод сварки, когда укладывают сварной шов, имеет ряд недостатков, таких как:
- Сложность укладки самого шва;
- Необходимость учитывать «ведение» металла – ведь он при работе сильно локально нагревается, что вызывает неравномерное температурное расширение и его деформацию;
- Существенный расход дополнительных материалов (электроды, проволока и пр.).
На автозаводах, технология сварки кузова автомобиля значительно отличается – там используется преимущественно точечная сварка. Это довольно простой метод, позволяющий практически исключить расходные материалы, увеличить точность позиционирования деталей в автоматическом поточном производстве и нивелировать негативный эффект от локального температурного расширения.
Сама же технология достаточно проста – две детали позиционируются, и будущая сварная точка сжимается двумя не расходуемыми электродами, через которые пропускается значительный ток. Два слоя жести в месте контакта надёжно спаиваются друг с другом. При этом отсутствует сварной шов, геометрия деталей не теряется и образуется возможность пружинной деформации, что положительно сказывается на долговечности.
Конечно, такой тип соединения не предусматривает герметичности шва, но это решается, благодаря нанесению специального герметика на контактирующие области. А сам кузов, после проведения работ, полностью окрашивается. Именно так получаются такие прочные и эстетичные соединения, которые можно увидеть на любом автомобиле типовой конструкции.
Как делается сварка и ремонт кузова в условиях автосервиса или гаража
 Мастерские, где используют аналогичные заводской технологии сварки встретить можно, но с каждым годом всё сложнее. Дело в том, что при проведении ремонтных работ с использованием точечной сварки необходимо не только соответствующее оборудование, но и использование множества дополнительных материалов. А заделать, к примеру, дыру (используя точечную сварку) может быть достаточно проблематично. Поэтому в ремонтных работах доминируют другие методы соединения металлических элементов.
Мастерские, где используют аналогичные заводской технологии сварки встретить можно, но с каждым годом всё сложнее. Дело в том, что при проведении ремонтных работ с использованием точечной сварки необходимо не только соответствующее оборудование, но и использование множества дополнительных материалов. А заделать, к примеру, дыру (используя точечную сварку) может быть достаточно проблематично. Поэтому в ремонтных работах доминируют другие методы соединения металлических элементов.
Полуавтомат
Это наиболее частый вид оборудования, для проведения сварочных работ на автомобиле. Его популярность обеспечивается удобством использования – ведь можно достаточно просто «подлезть» в любой уголок и сделать шов. При этом не требуется уж очень сильных знаний и опыта.
 Технически сварочный полуавтомат достаточно прост – используется практически такой же преобразователь тока, что и в остальных. Но вот расходные материалы различаются. Основной расходный материал – это сварочная проволока, различного диаметра (от 0,2мм до 2мм), как правило, покрытая слоем меди, и углекислый газ. Слой меди необходим для хорошего электрического контакта и как флюс. Углекислый газ, подаваемый в область сварочной дуги, не допускает контакта кислорода воздуха с расплавленным металлом.
Технически сварочный полуавтомат достаточно прост – используется практически такой же преобразователь тока, что и в остальных. Но вот расходные материалы различаются. Основной расходный материал – это сварочная проволока, различного диаметра (от 0,2мм до 2мм), как правило, покрытая слоем меди, и углекислый газ. Слой меди необходим для хорошего электрического контакта и как флюс. Углекислый газ, подаваемый в область сварочной дуги, не допускает контакта кислорода воздуха с расплавленным металлом.
В отличие от обычных сварочных аппаратов, в полуавтомате регулируется не только сила тока, но и скорость подачи сварочной проволоки, что позволяет настроить его достаточно точно. Таким аппаратом можно сделать тонкие, практически незаметные швы, при достаточной прочности соединения.
 Для применения углекислого газа необходим не только сам заправленный баллон, но и редуктор, который будет снижать давление (150 атмосфер много для любого варианта регулирующей аппаратуры). И его поток также необходимо настроить, чтобы получить наиболее оптимальное значение.
Для применения углекислого газа необходим не только сам заправленный баллон, но и редуктор, который будет снижать давление (150 атмосфер много для любого варианта регулирующей аппаратуры). И его поток также необходимо настроить, чтобы получить наиболее оптимальное значение.
Если пугает необходимость использования углекислого газа, то можно использовать специальную проволоку, которая хоть и не покрыта снаружи медным слоем, внутри содержит специальный флюс, который позволяет проводить работы без подачи газа. Обычная проволока, в таком случае, попросту горит – сварить ей без газа невозможно.
Благодаря вышеперечисленным особенностям, а также возможностью имитации точечной, сварка полуавтоматом кузова авто стала так популярна в мастерских, как официального уровня, так и в сервисах гаражного уровня, а также у частных владельцев.
Инвертор
Инверторы стали необычайно популярны, в последнее время, несмотря на то – что они попросту дальнейшее развитие обыкновенных сварочных аппаратов, но на современных компонентах. Основное отличие инвертора сводится к методу преобразованию тока – в нём, в отличие от стандартных (где используются сетевые 50 Гц), частота преобразования значительно выше (примерно 30-40 кГц).
 Благодаря такому нововведению получилось сделать сварочный аппарат достаточно малых размеров и небольшого веса. При этом он не сильно чувствителен к пониженному напряжению питания, а дуга разжигается очень легко. На самом деле необходимо постараться, чтобы её не разжечь – справиться с инвертором может даже самый неопытный новичок.
Благодаря такому нововведению получилось сделать сварочный аппарат достаточно малых размеров и небольшого веса. При этом он не сильно чувствителен к пониженному напряжению питания, а дуга разжигается очень легко. На самом деле необходимо постараться, чтобы её не разжечь – справиться с инвертором может даже самый неопытный новичок.
Сам же сварочный процесс подразумевает использование электродов, совершенно аналогично типовой сварке. Сварка кузова автомобиля инвертором хоть и проста, но результаты далеки от идеальных. Шов получается недостаточно ровным, при этом достаточно толстым. Нагрев металла вокруг происходит сильнее, от чего возможно появление температурных деформаций.
Но если необходимо заварить незаметное для глаз место (например — на днище) – то можно воспользоваться и этим вариантом.
Полезные советы
Если вы решили провести сварочные работы самостоятельно, и уже решили – какой сваркой варить кузов автомобиля, а большого опыта за плечами ещё нет, то стоит знать несколько нюансов.
 Вне зависимости от типа сварочного аппарата (за исключением точечной сварки), если предполагается длинный сварной шов, то действовать необходимо в несколько этапов. Сперва привариваемую деталь необходимо «прихватить» в нескольких местах, чтобы она была надёжно зафиксирована. Затем следует сделать несколько коротких (1-2 см) шва, по линии соединения. После каждой операции металл должен остыть. И лишь как завершающий этап – производить окончательное соединение. Это позволит свести температурные деформации к минимуму.
Вне зависимости от типа сварочного аппарата (за исключением точечной сварки), если предполагается длинный сварной шов, то действовать необходимо в несколько этапов. Сперва привариваемую деталь необходимо «прихватить» в нескольких местах, чтобы она была надёжно зафиксирована. Затем следует сделать несколько коротких (1-2 см) шва, по линии соединения. После каждой операции металл должен остыть. И лишь как завершающий этап – производить окончательное соединение. Это позволит свести температурные деформации к минимуму.
Борьба с коррозией
Когда проведение сварочных работ вызвано коррозионным разрушением кузова, то ржавчину необходимо удалять, иначе ремонта хватит ненадолго (благодаря хитростям окисления железа, которое может быть двухвалентным или трёх). Т.е. необходимо удалить разрушенные участки, а следы ржавчины очистить до металла.
 После же проведения работ, сварной шов также необходимо защитить, ведь если он останется «как есть» — то он быстро будет разрушен. И если на лицевой части детали этот процесс происходит практически всегда, то про внутреннюю часто «забывают», особенно когда она расположена в закрытой полости.
После же проведения работ, сварной шов также необходимо защитить, ведь если он останется «как есть» — то он быстро будет разрушен. И если на лицевой части детали этот процесс происходит практически всегда, то про внутреннюю часто «забывают», особенно когда она расположена в закрытой полости.
Именно поэтому нередки случаи, когда через год по сварному шву через краску начинает прорываться ржавчина. Причём косметикой, в описанном случае, отделаться уже не получится – необходима полноценная переделка. Когда доступ есть с двух сторон – то проблем нет.
Однако как быть, когда внутренняя часть сварного шва находится в закрытой полости? В данном случае лучше частично пожертвовать целостностью, просверлив в полость отверстие, что позволит обработать полость антикорром.
Таким образом, выполненная сварка кузова автомобиля не только будет радовать глаза, но и прослужит достаточно длительное время. А остальное зависит только от вас.
Профессиональная сварка кузова вашего автомобиля — виды и преимущества

Корпус авто является важной частью транспортного средства, как и прочие узлы или детали. Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Требования к проведению сварки кузова автомобиля
Сварка кузова авто — трудоемкий процесс, будь то дуговая, точечная или другой вид сварки. Она в любом случае требует наличия качественного сварочного аппарата для кузовных автомобильных работ и высокой квалификации сварщика — только это сочетание гарантирует удовлетворительный результат. Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва. Сварочные кузовные работы следует проводить в специально оборудованном помещении, где имеется точка подключения к сети с соответствующими параметрами частоты, напряжения и силы тока, источник газа и т.п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
Профессиональный подход к обработке кузова в оборудованном СТО позволяет получить сварочный шов с нужными критериями:
- вид шва выбирается в зависимости локализации повреждения;.
- учитывая характеристику металла выбирается тип сварки;
- метод сварочного ремонта — газовый, ручной дуговой, полуавтоматический, лазерный -выбирается в каждом случае индивидуально.
Действительно, универсального варианта не существует, элементы автомобиля после ремонта подвергаются разному по силе воздействию, да и выполнены из разных материалов. Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Своевременная диагностика авто позволяет выявлять повреждения на ранней стадии, что дает возможность решить задачу без серьезных финансовых затрат.

Какой сваркой варить кузов?
Как указано выше, выбором, какая сварка и какие материалы подойдут для сварки кузова автомобиля, должны заниматься профессионалы, как и тем, какой аппарат выбрать для реализации процесса. Корпус автомобиля изготовлен из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 – 0,14 %, и такая сталь толщиной в среднем порядка 0,8 мм отлично штампуется, устойчива при сильном растяжении. Что касается видов сварочного ремонта, то специалист выбирает из следующего ассортимента:
- ручная дуговая сварка с помощью многопостового сварочного выпрямителя типа «ВДМ 1202» или его аналога с электродами диаметром 1,6мм марки УОНИ 13/45, положение шва – нижнее;
- газовая сварка корпуса авто выполняется газовой горелкой с ацетилено-кислородным пламенем и присадочной проволокой диаметром 0.8 мм марки Св-08Г2С;
- сварка кузова полуавтоматом авто также весьма востребована – она потребует баллон с углекислым газом и проволоку диаметром 0.8 мм марки Св-08Г2С. Впрочем, можно сваривать полуавтоматом и без газа, использую порошковую проволоку или проволоку с флюсом.
Можно ли варить кузов автомобиля сварочным инвертором?
Инверторный сварочный аппарат для кузовных работ с высокочастотным электротоком используется для сварки бампера, дополнительных рам, задних и передних лебедок, бычьих планок и даже противотуманных фар, если заказчику захотелось разместить их на крыше транспорта. Базовое преимущество сварки кузова автомобиля инвертором составляет высокая скорость — работы будут завершены в кратчайшие сроки. Инвертор в процессе создания сварных швов на транспортном средстве активно использовался еще с советских времен, правда, только на местах корпуса, не предъявляющих претензий к эстетичному виду. Получающиеся швы надежные и прочные, но только на металле толщиной свыше 3 мм. Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.

Сварка кузова полуавтоматом
Какой аппарат выбрать для ремонта днища? Сварочный полуавтомат для кузовных работ оптимален для выполнения заплаток на пораженных ржавчиной областях корпуса. Сварка кузова полуавтоматом выполняется с помощью специальной проволоки и заслуженно получила звание наиболее универсального средства кузовного ремонта на сегодня. Данный способ позволяет соединять листы металла толщиной 0,8-6 мм. Что касается видов работ, выполняемых с помощью полуавтомата, важно отметить следующее:
- надежные соединения на лонжеронах;
- заплатки на месте корродирующего металла;
- восстановление сварочным аппаратом формы на месте обычных вмятин.
Помимо соединения деталей в ходе сваривания частей место контакта избавляется от кислорода, а корпус авто постепенно плавится, но поскольку сварка полуавтоматом кузова авто проходит под контролем оператора, то железо не сгорает.
Какой сварочный аппарат лучше выбрать для создания соединений на любых типах металла? Конечно же, это сварочный полуавтомат. Действительно, если для сварочного процесса применять не стандартный углекислый газ, а аргон, то возможно сваривать и цветные металлы вроде алюминия и нержавейки.
Особенности сварки кузова автомобиля электродом
Ручная дуговая сварка  позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
По понятным причинам сварка кузова автомобиля своими руками дешевле, но не качественнее, тем более, если полуавтомат сварочный для кузовных работ оставляет желать лучшего. Решив выбрать аппарат для ремонта кузова, квалифицированный специалист учтет химсостав, толщину металла, место расположения свариваемых деталей, так что состояние порогов после сварки будет радовать автовладельца не один год. Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Сварка кузова автомобиля
Сегодня мы поговорим о том как и чем лучше всего сваривать кузов нашего авто.
Если Вы, как настоящий автолюбитель, не хотите доверять ремонт своего «железного коня» чужим рукам, особенно какие-то мелкие работы, и к тому же хотите значительно сэкономить, то эта статья для именно Вас.

В последнее время растет интерес к кузовным работам. Причем многих интересует именно сварка кузова автомобиля. Кто-то хочет приварить нужную деталь или заплатку, кто-то вытянуть вмятину, кто-то исправить следы коррозии. Все это можно сделать своими руками в гараже. Нужно всего лишь вооружиться необходимыми инструментами, изучить нюансы предстоящей работы и немного потренироваться.
Так как же восстановить кузов автомобиля с помощью сварки?
Сварка кузова автомобиля своими руками
Наверняка первый вопрос, который пришел Вам в голову — что же понадобится Вам для работы? И какой сварочный аппарат выбрать?
Существует два способа кузовных сварочных работ:
- с помощью инвертора;
- с помощью полуавтомата.
Есть еще также вариант точечной сварки. Именно им пользуются на заводах при производстве автомобилей. Тут нужно специальное оборудование и определенный опыт сваривания.
Важно! Если Вы никогда не работали со сваркой, то обязательно сначала потренируйтесь на каких-нибудь металлических заготовках.
В перечисленных выше случаях не требуется каких-то специализированных навыков и умений. Достаточно просто немного попрактиковаться. Можно конечно и сразу приступить к работе с кузовом, но уже на свой страх и риск что-то испортить.

Специфика сварки кузова инвертором
Варить сварочным инвертором несложно. Металл нагревается до нужной температуры за считанные секунды, поэтому весь рабочий процесс займет совсем немного времени.
Преимущества и недостатки
Сварочный ток остается стабильным даже при перепадах напряжения и не создает излишних нагрузок. Разбрызгивание металла незначительно. Приятным бонусом идут функции горячего старта, антизалипание электрода и форсаж дуги. А так же инвертор потребляет на 15-20% меньше электроэнергии по сравнению с другими устройствами.
Недостатком можно считать только небольшую толщину соединяемых деталей — не больше 3 мм. В целом для бытовых условий и даже небольших мастерских — это идеальный аппарат.
К нему нужно будет докупить только нужные электроды — они различаются по толщине и по составу. Так что будьте внимательны при их выборе, ведь они напрямую влияют на качество будущего сварного шва. Кроме того стоит заранее побеспокоиться о защитной маске, рукавицах и спецодежде.
Сам процесс
Для начала выставляем на инверторе силу тока — она зависит от толщины детали и электрода. Ее можно определить по таблице, которая размещена на корпусе большинства аппаратов.
Далее поджигаем дугу, подносим электрод к нашей детали и удерживаем под небольшим углом на расстоянии в пару мм. После этого начинаем сваривать детали, а на получившемся и уже остывшем шве сбиваем окалину молотком или щеткой.
Важно! Для получения прочного сварного шва важно учитывать полярность.
Поясним. При сварке возникает положительный и отрицательный заряд, электроды также обладают полюсами. При прямой полярности (минусом электрода к дуге) зона расплавления узкая и глубокая, при обратной (плюсом электрода к дуге) – широкая и мелкая.
Обратная полярность применяется для исправления дефектов на участке небольшой толщины, где есть опасность прожечь металл, и для сварки нержавейки, которая в силу своих химических особенностей сложнее поддается обработке.

Преимущества сварки кузова полуавтоматом
Для начала поясним, что полуавтомат — это сварочный аппарат, который варит проволокой. Причем она автоматически подается в зону сварки. Эти устройства обозначают аббревиатурой MIG/MAG.
Плюсы и минусы
Такие аппараты идеально подходят для сварки кузова автомобиля. Ведь его толщина может составлять 0,8-1 мм, и чтобы не жечь в нем дырки используют именно сварочные полуавтоматы. Вообще, у них вдвое больше диапазон толщины свариваемого металла, чем у инверторов, и составляет до 5-6 мм. Стоит отметить и то, что качество сварки даже для грубого железа здесь получится на порядок выше.
Примечание. С помощью полуавтомата получаются тонкие и практически незаметные швы.
Сварочный полуавтомат вполне заменит аппарат на электродах, а вот наоборот уже не получится.
Также имейте в виду, что научиться варить электродом — процесс долгий и не простой. А вот научиться варить с помощью полуавтомата получиться значительно быстрее и проще — как минимум потому, что здесь не требуется умение зажигать и поддерживать дугу.
Полуавтоматы смело можно назвать основным видом сварочных аппаратов для гаражников и сервисов, выполняющих кузовной ремонт.

Выбор сварочной проволоки
Проволока может быть как российской, так и импортной. Сварка кузова автомобиля будет успешной с любой из них, лишь бы она была омеднённой и без грязи и ржавчины.
В некоторых случаях работы можно вести так называемой “флюсовой” или “самозащитной” проволокой. Она сделана по технологиям порошковой металлургии и содержит защитный флюс, и, следовательно, не требует применения защитного газа. Но такая проволока значительно дороже обычной, да и швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа.
Примечание . Самый распространённый диаметр сварочной проволоки — 0,8 мм.
Сварочную проволоку можно купить практически в любом инструментальном и даже хозяйственном магазине, если там есть отдел оборудования для сварки. 8-ми мм проволокой можно варить как тонкий (0,7-0,8 мм), так и достаточно толстый металл — от 4 мм и больше.
Скажем напоследок об одном нюансе сварки тонкого металла (примерно 0,6 мм). Проволоку тут тоже удобнее использовать меньше (диаметром 6 мм). Ей Вы можете сварить и более толстые детали. Однако такой диаметр есть только у импортных брендов.
Полезные советы
Во-первых, если предполагается длинный сварной шов, то вне зависимости от выбранного аппарата надо действовать в несколько этапов:
- сперва привариваемую деталь необходимо «прихватить» в нескольких местах, чтобы она была надёжно зафиксирована;
- затем следует сделать несколько коротких (1-2 см) шва, по линии соединения;
- после каждой операции металл должен остыть;
- и лишь как завершающий этап — производить окончательное соединение. Это позволит свести температурные деформации к минимуму.
Во-вторых, если проводится сварка кузова автомобиля из-за коррозийных разрушений, то всегда удаляем ржавчину до начала работ. Причем очистить нужно полностью до металла. В противном случае ремонта хватит ненадолго.

Защищаем кузов от коррозии
После проведения работ необходимо защитить сварной шов от коррозии. Если он останется «как есть», то он очень быстро будет разрушен. И если на лицевой части детали этот процесс происходит практически всегда, то про внутреннюю часто «забывают», особенно когда она расположена в закрытой полости.
Важно! Наносим антикор не только на внешнюю, но и на внутреннюю поверхность шва!
Нередки случаи, когда через год по шву через краску начинает прорываться ржавчина. Причём косметикой, в описанном случае, отделаться уже не получится — необходима полноценная переделка. Когда доступ к обработке есть с двух сторон — то проблем нет.
Однако что делать, если внутренняя часть шва находится в закрытой полости? В этом случае мы рекомендуем частично пожертвовать целостностью и просверлить в полости отверстие, которое позволит обработать ее антикором.
Сварка кузова автомобиля: как правильно сделать её своими руками
Срок службы современных автомобильных кузовов долгим не назовёшь. У отечественных машин он составляет максимум лет десять. Кузова современных иномарок живут чуть дольше — лет пятнадцать. По истечении этого срока автовладелец неизбежно начнёт замечать признаки разрушения, с которыми нужно будет что-то делать. Кроме того, кузов можно повредить и во время ДТП. Какой бы ни была причина, выход почти всегда один: варить. Если вы уверены в своих силах, можно попробовать сделать сварку кузова автомобиля своими руками.
Виды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.3 до 3 мм. А ещё полуавтомату для работы необходим углекислый газ.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.
Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Подготовка и проверка оборудования
Независимо от того, какой метод сварки был выбран, необходимо провести ряд подготовительных операций.
Подготовка к сварке автомобильного кузова полуавтоматом
- перед началом работы сварщик должен убедиться в том, что направляющий канал в сварочной горелке соответствует диаметру используемой проволоки;
- диаметр проволоки обязательно следует учитывать и при выборе сварочного наконечника;
- сопло аппарата осматривается на предмет металлических брызг. Если они есть, их необходимо удалить наждачной бумагой, в противном случае сопло быстро выйдет из строя.
Что стоит сделать перед тем, как начать инверторную
- надёжность электродных креплений тщательно проверяется;
- проверяется целостность изоляции на кабелях, всех соединениях и на электродержателе;
- проверяется надёжность креплений основного сварочного кабеля.
Меры предосторожности при сварочных работах
- все сварочные работы производятся только в сухой спецодежде из негорючих материалов, в рукавицах и защитной маске. Если сварка производится в помещении с металлическим полом, обязательным является использование либо прорезиненого коврика, либо резиновых галош;
- сварочный аппарат, независимо от его типа, всегда должен быть заземлён;
- при инверторной сварке следует особое внимание уделить качеству электрододержателя: хорошие электрододержатели выдерживают до 7000 зажимов электродов без повреждения изоляции;
- независимо от типа сварочного аппарата на нём всегда должны использоваться автоматические выключатели, самостоятельно разрывающие электрическую цепь при возникновении тока холостого хода;
- помещение, в котором производится сварка, должно хорошо вентилироваться. Это позволит избежать скопления газов, выделяющихся в процессе сварки и представляющих особую опасность для системы дыхания человека.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
- далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;

Расположение переключателей на передней панели сварочного аппарата BlueWeld

Понижающий редуктор подключается к баллону с углекислым газом
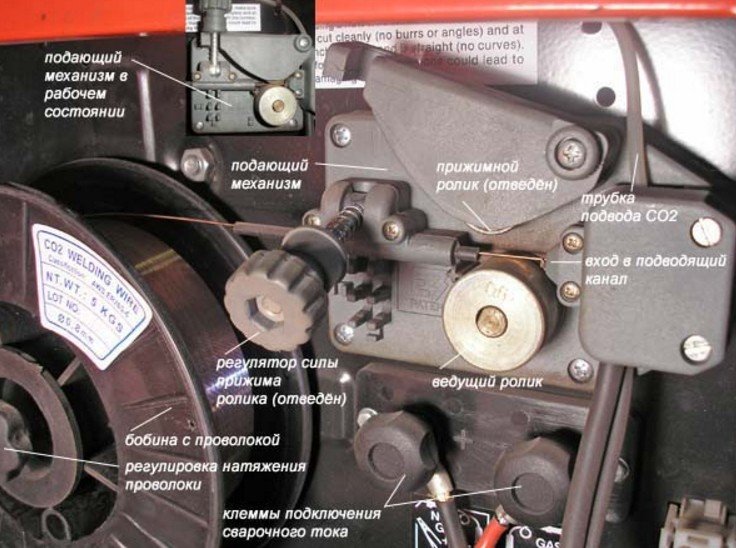
Сварочная проволока заводится в подающий механизм

Снятие сопла со сварочной горелки

Процесс сварки автомобильного кузова полуавтоматическим аппаратом

Несколько коротких предварительных швов

Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома. А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой.
Ремонт кузова автомобиля при помощи сварки и без нее
Срок службы кузовов отечественных автомобилей обычно не превышает 8-10-ти лет. Для иномарок указанный срок может быть чуть больше (до 15 лет), после чего владельцам авто приходится задумываться о его ремонте.
К этому же выводу часто приходят и при серьезном повреждении корпуса автомобиля во время аварии. Единственно правильное решение в описанных выше ситуациях – это удаление повреждённых участков и их заварка. В том случае, когда владелец машины абсолютно уверен в собственных силах – варить кузов автомобиля можно попытаться самостоятельно.
Основные вопросы
Выбор сварочной технологии, оптимально подходящей для заваривания сквозных отверстий или прорезов в кузове, как правило, определяется самим характером повреждения.
Можно обойтись и без сварки, если нет необходимости в капитальном ремонте. Перед началом работ важно определиться со следующими ключевыми вопросами:

- удастся ли отремонтировать кузов без сварки, и что для этого требуется;
- каким типом сварочного аппарата воспользоваться при необходимости сварки;
- чем лучше варить (типовым электродом, проволокой с флюсом или с использованием инертного газа);
- как обработать заваренный корпус, чтобы можно было восстановить его прежний вид.
Каждый из способов ремонта кузова имеет вои особенности. Самым надежным является сварка, но она же и наиболее дорогая, а также требующая специального оборудования и умения с ним обращаться.
Шпаклевка и заклепка
 Иногда восстановление кузова машины посредством сварки экономически неоправданно, и водители или слесаря выбирают более простой и дешёвый вариант, исключающий её применение.
Иногда восстановление кузова машины посредством сварки экономически неоправданно, и водители или слесаря выбирают более простой и дешёвый вариант, исключающий её применение.
Практически все известные методы ремонта кузова без сварки относятся к любительской категории и могут быть реализованы в домашних условиях.
Общий порядок действий в таких случаях выглядит следующим образом:
- при обнаружении места повреждения на кузове необходимо вырезать или расширить его посредством болгарки с миллиметровым насадочным диском;
- вслед за этим восстанавливаемый участок очищается от краски, остатков ржавчины и грязи, после чего обрабатывается цинком и обезжиривается;
- после заделывания одним из описываемых далее методов на ремонтируемом месте восстанавливается требуемая форма поверхности (для этого можно воспользоваться специальной автомобильной шпаклёвкой);
- по завершении этих работ переходят к подготовке кузова к покраске.
Самый простой и дешёвый метод восстановления повреждений, используемый в качестве временной меры правки поверхностей – это их шпаклевка в сочетании со стекловолокном определённой структуры.
Для заделки небольших по размерам сквозных отверстий или рваных вмятин, расположенных в скрытых местах кузова, допускается использовать материал с крупными волокнами. В открытых и доступных контакту зонах кузова такое стекловолокно со временем начинает осыпаться.
Применение алюминиевой сетки при восстановлении кузова с помощью шпаклёвки и стекловолокна позволяет устранять более существенные повреждения на нём. После высыхания шпаклёвочного слоя эта сетка просто удаляется с отремонтированного места.
Помимо шпаклевания для заделки дыры в кузове без сварки могут применяться такие известные методы как использование стекловолокна с эпоксидным клеем, припайка заплаты на повреждённое место, а также его клёпка.
Выбор любого из методов ремонта кузова основывается на умении мастера и наличии необходимых инструментов.
Полуавтоматом
 Большая часть автолюбителей и сотрудников станций обслуживания предпочитают сварку полуавтоматом при устранении повреждений кузова.
Большая часть автолюбителей и сотрудников станций обслуживания предпочитают сварку полуавтоматом при устранении повреждений кузова.
Основной причиной популярности этого метода сварки является его надежность и удобство. Сварка полуавтоматом может применяться при ремонте самых незначительных повреждений, возникших в наиболее недоступных местах кузова.
Практически данный метод ничем не отличается от общепринятых способов сварки кузова автомобиля электродом, поскольку в обоих случаях необходим преобразователь напряжения (тока). Заметная разница обнаруживается лишь в используемых в процессе сварки расходного материала.
Для работы с полуавтоматом потребуются не обычные электроды, а особый тип проволоки с покрытием из меди (диаметром от 0,3 до 3-х мм), посредством которой сваривают самые сложные места кузова.
Помимо этого, для поддержания процесса сварки в этом случае необходим защитный газ (углекислота).
Покрытие из меди позволяет получить надёжный контакт в рабочей зоне и используется в качестве своеобразного сварочного флюса. А углекислота, непрерывно поступающая в сварочную ванну, защищает её от кислорода воздуха и не позволяет вступать в реакцию с расплавленным металлом.
Работа с полуавтоматом позволяет достичь требуемых результатов благодаря возможности регулировки скорости подачи проволоки и высокому качеству образующихся после сварки швов.
Работать по этой технологии можно и без применения углекислого газа, который заменяется особым типом сварочной проволоки с флюсом внутри.
Имеются полуавтоматического способа организации кузовных сварочных работ и свои минусы, заключающиеся в том, что приобрести в свободной продаже электроды с флюсом не очень просто. С учётом того, что стоят они примерно вдвое дороже, чем обычные, сварка ими превращается в серьёзную проблему.
Применяя защитный газ для сварки кузова, потребуется подготовить баллон, к которому должен прилагаться редуктор для понижения давления. Последний нуждается в очень точной настройке, без проведения которой невозможно обеспечить высокое качество получаемых швов.
Инверторным преобразователем
 Ремонт кузова автомобиля инвертором предполагает использование электронного способа преобразования сварочного тока, обеспечивающего целый ряд преимуществ.
Ремонт кузова автомобиля инвертором предполагает использование электронного способа преобразования сварочного тока, обеспечивающего целый ряд преимуществ.
Во-первых, сам аппарат в этом случае может быть очень компактным, что позволяет легко перемещать его в любое удобное для сварки место. Во-вторых, эти электронные устройства малочувствительны к колебаниям сетевого напряжения и могут применяться в условиях сельской местности.
У инверторов редко возникают проблемы с запуском в работу (зажиганием дуги), так что пользоваться этим агрегатом сможет любой начинающий сварщик.
Но и в этом случае не обходится без минусов, заключающихся в необходимости приобретения специальных электродов толщиной порядка 3-х -5-ти мм.
Кроме того, при сварке кузова металл в зоне сплавления сильно нагревается, что может привести к термической деформации тонкого металла. К тому же шов в этом случае получается чуть толще, чем при работе в полуавтоматическом режиме.
Какой метод лучше
При выборе одного из способов сварки кузова можно воспользоваться универсальной рекомендацией. Оборудование выбирается в зависимости от расположения места сварки и от наличия средств у исполнителя.
При восстановлении находящегося на виду повреждения и при отсутствии стеснённости в средствах (если к тому же имеется опыт подобных работ) – оптимально подойдёт полуавтоматический сварочный аппарат.
В том же случае, когда повреждения кузова скрыты от визуального обзора (располагаются в районе днища, к примеру), а владелец авто не имеет опыта обращения со сварочным оборудованием – лучше всего для сварки воспользоваться ручным инвертором.
Даже при наличии ошибок в работе с таким аппаратом их цена не окажется слишком высокой. В качестве примера проведения ремонтных работ можно рассмотреть общие подходы к восстановлению кузова старинной «шестёрки».
Самостоятельный ремонт кузова этой модели возможен лишь при наличии небольших повреждений, устранить которые удаётся простейшими методами инверторной сварки плюс дополнительной рихтовкой.
Для этого потребуется не только сварочный аппарат подходящего типа, но и набор типового рихтовочного инструмента для автомобилей, включая молотки с резиновыми насадками и деревянную киянку.
Отделка после ремонта
 По завершении сварки необходима отделка кузова, позволяющая придать ему прежний презентабельный вид. Она предполагает зачистку сварочных швов, их обезжиривание посредством любого из доступных растворителей и обработку специальной противокоррозионной мастикой.
По завершении сварки необходима отделка кузова, позволяющая придать ему прежний презентабельный вид. Она предполагает зачистку сварочных швов, их обезжиривание посредством любого из доступных растворителей и обработку специальной противокоррозионной мастикой.
Мастика обычно наносится после обработки специальным эпоксидным грунтом, повышающим водонепроницаемость защитного слоя. Наружная обработка кузова мастикой считается обязательной, поскольку она хорошо защищает днище и другие части машины от возможных сколов.
Эпоксидная защита или автогрунтовка (другое её название – «подклад») одновременно выполняет функцию выравнивающего слоя. Её рекомендуется применять после дополнительного протравливания заваренных мест особым кислотным составом или же цинкования образовавшихся поверхностей.
Заварить повреждённый или сгнивший кузов можно самостоятельно. Это справедливо и для случая, когда у новичка совершенно отсутствует опыт подобных работ, выходом которого является возможность поэкспериментировать на листовых заготовках из металлолома.
Повышенное внимание при проведении сварки необходимо уделять индивидуальной защите лица и глаз, а также противопожарным средствам.
Сварка в кузовном ремонте

Важно отметить, что сварка листов тонкого металла очень отличается от сварки деталей, сделанных из толстого металла. При сварке деталей из толстого металла не приходится беспокоиться по поводу тепловой деформации и искривления металла. Толстый металл противостоит деформации по причине своего объёма, в котором рассеивается тепло, как в радиаторе. Самое главное в такой сварке – проникновение сварочного металла, качество и прочность шва. При сварке толстого металла, такая проблема, как прожигание сваркой металла до дырки, также, отсутствует. Если же взять сварку тонких листов металла, которая часто используется при ремонте кузова, то все перечисленные проблемы становятся первостепенными.
Вы можете иметь отличные навыки владения сваркой металлических конструкций из толстого металла, но не все эти умения могут пригодятся при сварке автомобильного листового металла. Для применения сварки в кузовном ремонте нужно нарабатывать индивидуальный опыт, учитывая особенности характеристик металла кузовов автомобилей. Если Вы знакомы с газовой и полуавтоматической сваркой, то это поможет при изучении и обучении сварки тонколистового металла.
Есть одно сходство между электродной и газовой сваркой толстого металла и тонколистового автомобильного металла. У толстых и тонких металлов, сваренных качественно и прочно, шов выглядит одинаково ровным и красивым.
Типы сварочных соединений в кузовном ремонте

Сварочные соединения в кузовном ремонте делятся на три категории: встык, внахлёст и соединение внахлёст с пазом.
Сварное соединение встык наиболее сложное для новичка. Но после практики и понимания принципа, это соединение не сложно сделать с помощью хороших сварочных аппаратов MIG / MAG или TIG .
Соединение встык делается, когда листы металла стыкуются краями друг с другом с небольшим зазором между ними. Зазор необходим, так как металл расширяется при сварке.
Соединения внахлёст делается с небольшим наложением листов металла друг на друга. В этом случае сваривается край одного листа с частью листа, которой он касается с одной или с двух сторон. Это создаёт двойную толщину металла в месте, где листы заходят друг на друга.
Соединение внахлёст с пазом требует применения специального инструмента для подготовки одного из листов. Далее край одного листа подсовывается под фланец другого и приваривается. С лицевой стороны всё выглядит, как непрерывный лист металла. Выпуклость остаётся с обратной стороны. Края листов, иногда, провариваются с двух сторон, чтобы герметизировать стык.
/>Инструмент для подготовки металла для соединения внахлёст с пазом
Существует ряд проблем с соединением внахлёст и внахлёст с пазом. Одна из которых — необходимость сваривать соединение дважды, если хотите, чтобы оно было герметичным. Следующая проблема заключается в том, что при сварке соединения с обеих сторон, будет выделяться тепла в два раза больше. Это влияет на деформацию металла. В итоге можно сказать, что нет никаких преимуществ при применении сварочного соединения внахлёст. Единственное их преимущество в том, что такое соединение делать легче для новичка. Исключение при обязательном применении такого вида соединения составляют случаи, когда нужно скопировать заводское сварное соединение внахлёст и, когда нет доступа для создания соединения встык.
Соединение встык предпочтительнее применять при наложении металлических заплат и ремонтных вставок.
Фиксация
Очень неудобно делать сварной шов, если привариваемая деталь не закреплена. Хорошая фиксация обеспечивает стыковку и нужный зазор между листами металла.
 Различные крепления, используемые для фиксации деталей перед сваркой
Различные крепления, используемые для фиксации деталей перед сваркой
Существует множество методов фиксации деталей перед сваркой. Выбор зависит от ситуации и от предпочтений. К примеру, магниты подойдут для фиксации заплатки перед её приваркой, но будут бесполезны для удержания на месте заднего крыла автомобиля.
Среди множества фиксирующих методов и приспособлений основными являются: зажимные щипцы различных конфигураций, специальные магниты, сварочные зажимы для соединения встык (edge clips), струбцины. Каждый из перечисленных способов фиксации представляет целый класс фиксирующих приспособлений и существует в различных формах, размерах и конфигурациях. Есть приспособления, специально разработанные для фиксации соединений стык, внахлёст и внахлёст со смещением.
Зажимные щипцы можно назвать основными фиксирующими приспособлениями, которые применяют при сварке в кузовном ремонте. Ограничение их в том, что необходимо место, чтобы установить зажимные щипцы. Ими можно воспользоваться, если место, которое нужно зафиксировать, расположено не дальше 30 – 40 см от места, где возможно установить зажимные щипцы. При этом щипцы достаточно громоздкие и неуклюжие.
 Сварочные зажимы для соединения встык
Сварочные зажимы для соединения встык
Сварочные зажимы для соединения встык могут применяться при фиксации ремонтных вставок. Требуют наличия доступа с обратной стороны панелей. Легко устанавливаются и снимаются, а также не мешают при сварке.
Такие зажимы обеспечивают аккуратную стыковку краёв с ровным небольшим зазором. Позволяет отрегулировать и установить листы разной толщины для сваривания. Позволяет выравнивать поверхности по одной линии.
Они не приспособлены для использования на сильно изогнутых , но очень удобны при фиксации прямых панелей.
Сварка маленьких сегментов в большую конструкцию
Иногда приходится изготавливать какую-либо панель или ремонтную вставку сложной формы из нескольких простых сегментов. Многие профессиональные специалисты, занимающиеся формовкой металла и ремонтом кузова, практикуют такой способ. Это бывает необходимым, если оборудование, либо профессиональные навыки не позволяют сделать нужную панель из одного листа металла.
Интересно отметить, что в прошлом, некоторые производители делали панели сложной формы из маленьких сегментов, сваренных вместе. Впоследствии этот способ был заменён штампованием и техниками формования прокаткой.
При изготовлении ремонтной вставки сложной формы или целой панели можно применять такой метод.
Типы сварки
В кузовном ремонте чаще всего применяют электрическую сварку полуавтоматом. Но, до сих пор, в некоторых случаях, применяется и газовая сварка.
Используется сварка MIG , TIG и контактная точечная.
Электродуговая сварка электродами
Этот вид сварки давно в прошлом применялся для соединения кузовных панелей при ремонте, а также при производстве. Сварка производилась электродами с малым диаметром, которые были спроектированы специально для тонколистового металла. Чтобы применять такой вид сварки требовалась немалая сноровка. Качество сварки было посредственным. Главной проблемой был излишний нагрев, который был причиной деформации металла и прожига насквозь. Сравнивая с сегодняшними показателями, уходило много времени на работу с таким видом сварки. Теперь такой метод является устаревшим.
Контактная точечная сварка
Контактная сварка была главным способом соединения в автомобилестроении и ремонте, начиная с 1930‑х годов. Точечная сварка осуществляется сильным прижатием электродов аппарата к металлу кузова и комбинацией интенсивного нагрева, создаваемого очень высокой силой тока за короткий интервал времени. Металл панелей кузова расплавляется в одной точке и происходит сваривание.
Преимущество точечной сварки в быстроте действия, аккуратности получаемых сварных точек и прочности соединения.
Современные легковые автомобили имеют от 3000 до 4000 сварных точек, которые соединяют отдельные детали кузова в одну конструкцию.
Есть аппараты для точечной сварки, используемые в кузовном ремонте, электродами которых не нужно сжимать область сварки. Сила прилагается только к одному листу металла, а второй лист касается первого листа и подключён к массе. Такой аппарат удобно применять, когда невозможен доступ к обратной стороне металла, к которому приваривается другая металлическая панель.
Точки контактной сварки часто не защищены от коррозии, потому что места между соединёнными панелями, подвержены притягиванию влаги. Эта проблема усугубляется тем фактом, что при воздействии точечной сварки, в местах нагрева испаряются все элементы обработки металла, такие как оцинкованное покрытие. Эта проблема уменьшается при применении специального сварочного грунта между свариваемыми панелями. Такой грунт содержит высокий процент цинка. Он способен проводить ток. После воздействия точечной сварки ионы цинка защищают место сварки.
Сварка MIG / MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.

MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота ( N2 ), водорода ( H2 ). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG / MAG , сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG / MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG / MAG . Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG / MAG .
При сварке оборудованием MIG / MAG , важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Сварка TIG

Сварка TIG (tungsten inert gas – сварка вольфрамовым электродом в среде инертного газа), также известно сокращение GTAW (Gas tungsten arc welding – дуговая сварка вольфрамовым электродом в среде защитного газа). Это электродуговая сварка, в которой применяется неплавящийся вольфрамовый электрод. В область сварки поступает защитный газ (аргон или гелий), который защищает от атмосферного воздействия, а также, применяется присадочный металл. Эта сварка является наиболее сложной в освоении. В кузовном ремонте сварка TIG , в основном, применяется при ремонте автомобилей, имеющих алюминиевый кузов.
Кислородно-ацетиленовая газовая сварка
Это старый метод соединения тонколистовых металлов, который по-прежнему, в некоторых случаях применяется. В этом виде сварки, смесь кислорода и ацетилена питает пламя, температура на конце которого достигает 3500 градусов по Цельсию. Кислород и ацетилен находятся в разных баллонах, а их смешивание происходит в горелке. Сварку осуществляют как с применением присадочного металла, так и без него. Кислородно-ацетиленовая сварка расплавляет кромки листового металла, образуя прочную связь. Может применяться для осаживания растянутого металла.
Источник http://home.nov.ru/professionalnaya-svarka-kuzova-vashego-avtomobilya-vidy-i-preimushhestva/
Источник https://avtovestie.ru/vse-tonkosti-provedeniya-svarki-kuzova-povrezhdennogo-avtomobilya/
Источник https://rich—house.ru/svarka/vse-tonkosti-provedeniya-svarki-kuzova-povrezhdennogo-avtomobilya.html
Источник