Как расточить блок цилиндров в домашних условиях? 2 способы




Заметим, что опытные мотористы не одобряют проведение подобной процедуры. Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Для чего делается
Как я писал раньше (лет так 20 – 30 назад), основная задача это был ремонт. Стоит отметить, что силовой агрегат и все его основные части испытывают постоянные нагрузки, это – цилиндры, поршни, кольца, коленвал, распределительный вал (валы), клапана, вкладыши и т.д.
Особенно сильные нагрузки у поршня, он трется об цилиндр блока, причем этот процесс повторяется сотни — тысячи раз всего за одну минуту. Здесь идет максимальный износ, металл стенок стачивается, блок начинает терять свою первоначальную круглую форму. Если утрировать он становится — овальный, а не круглый. Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло»! Из глушителя начинает лететь сизый (синеватый) дым. Это первые звоночки.

Справедливости ради, иногда залегают компрессионные кольца, тут также упадет компрессия и повалит дым, однозначно нужно будет вскрывать мотор и разбираться
Раньше не было нормальных масел, зимой они дико густели, летом пригорали, смазывающие способности были низкие — моторы приходилось «капитались» уже через 30 – 50 000 пробега, а грузовые итого чаще. Зимой (как ни странно) агрегаты перегревались, все потому что опять же не было нормальных ТОСОЛОВ или антифризов, лили воду которая замерзала, образовывала пробки тут и до перегрева недалеко, пусть локального, пусть не на долго – НО ЭТОГО ХВАТАЛО.

Сейчас технологии шагнули ДАЛЕКО вперед. Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Конечно через 250 000 (в среднем) километров все равно предстоит ремонт, но просто вдумайтесь какой это пробег! В средних городах редко когда наезжают 15 000 в год, таким образом 250 000 хватит примерно на 15 лет.
Первая причина – как вы догадались ремонт, если есть возможность (про это чуть ниже) овальную форму или задиры внутри цилиндра убирают путем расточки, ставят больше поршни и мотор живет еще долгие тысячи километров.

Вторая причина – это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.






Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).

Алюминий – он легкий, лучший теплоотвод, не подвержен коррозии. Большой плюс это его вес, сейчас многие производители гонятся за понижением веса своих авто, алюминиевый вариант дает им большую экономию, а значит и меньший расход топлива автомобиля. НО этот металл мягкий и недолговечный по сравнению с чугуном. Для лучшей износоустойчивости внутренние стенки покрываются специальным налетом с большим содержанием кремния. ТОГДА и только тогда моторы могут работать достаточно длительное время.

ПОЭТОМУ алюминиевые моторы – зачастую не протачиваются, многие мастера их называют одноразовыми! Потому что нельзя снимать прочный верхний слой в цилиндрах
Какие моторы можно точить, а какие нельзя?

Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Как происходит процесс растачивания
Он проще, чем кажется на первый взгляд. ОДНАКО своими руками сделать у вас вряд ли что-то получится. Двигатель разбирается полностью, РАСТАЧИВАТЬ на машине не получится. Блок снимается и крепится на станину специального станка, причем крепят его по уровню!
Если процесс расточки выполняется для ремонта, то есть присутствует большой износ (образовался эллипс), тогда производится ряд измерений, при помощи микрометрических стрелочных приборов — сколько нужно снимать со стенок. И ВООБЩЕ ВОЗМОЖНО ЛИ ЭТО или сразу же нужно настраиваться на «ГИЛЬЗОВКУ».

Далее на вертикально – расточном станке выполняются работы. ЗАПОМНИТЕ НУЖНО ИСКАТЬ высококвалифицированного мастера с хорошим оборудованием, а не которое разваливается на части и не может держать нужный ТОЧНЫЙ размер.

Далее мастер набивает — либо зеркало внутри цилиндра, либо делает хонингование (это финишная обработка стенок, чтобы убрать все риски и задиры, для того чтобы стенки и кольца быстрее притерлись друг к другу), делается сначала крупным абразивом, затем мелким. И у того и у другого метода есть свои поклонники, какой из них выбрать дело каждого, споры не утихают до сих пор.

И заключительный этап это сборка. Уже под ремонтные размеры покупаются запчасти, а именно поршни, кольца все это в последующем устанавливается, подсоединяется к коленчатому валу и собирается двигатель целиком.
Все так просто когда нет необходимости гильзования, а вот тут то не все так просто.




Расточка с хонингованием

Расточка блоков цилиндров может производиться двумя способами. Первый был рассмотрен выше – «под зеркало». Поверхность гильзы изнутри идеально гладкая, никаких неровностей нет. А хонингование – это покрытие всей внутренней части мелкой сеточкой. Специальным станком наносится своеобразный «рисунок» – линии, идущие по спирали в разных направлениях. Благодаря этому удается повысить мощность мотора. Не очень существенная разница, но все же.
Расточка блока цилиндров своими руками вряд ли возможна. Тем более если речь идет и о нанесении хонинговки. Эта процедура под силу опытным токарям, у которых рука набита. Ведь лучше сделает работу тот, кто сталкивается с подобными проблемами чаще. Нанесение сетки позволяет достичь более высокого КПД, съем масла с поверхности гильзы становится значительно лучше, но вся эта резвость мотора вряд ли сможет вас радовать долго.
Гильзы как способ ремонта
И в чугунных и алюминиевых блоках, есть такое понятие как «ГИЛЬЗОВКА», то есть устанавливаются специальные гильзы – это цилиндрические (как правило — чугунные) полые части похожие на большой кусок трубы.

Они запрессоваются в блок мотора под температурой и прочно сидят на своем месте. Основное назначение сделать мотор прочнее (в случае с алюминиевым вариантом), придать конструкции ремонтопригодность, увеличить ресурс. Гильзы могут быть из высокопрочного легированного серого чугуна, а также из обычного (стоит отметить варианты с тонкими стальными гильзами такое тоже есть, пример — машины фирмы ISUZU), есть и алюминиевые варианты, но они не так часто распространены.

Большим плюсом является то — что при износе гильзы, она как бы берет весь удар на себя. Вы ее просто вытаскиваете (вытачиваете), ставите ремонтную, или даже такую же по размерам. Меняете поршни и кольца (скорее всего, нужен будет ремонт). И мотор опять работает в штатном режиме.
Однако есть двигатели, которые не «гильзуются» с заводов как алюминиевые, так и чугунные. Если чугунный блок мы можем расточить, а также «прогильзовать» вариантом серого чугуна — поставить поршни больше (или такие е же) и кататься дальше — потому как нет разницы теплового расширения металла. То вот алюминий из-за своей сложной технологии изготовления такому зачастую не подвластен. Возникает справедливый вопрос – а можно ли поставить в него гильзы?



Несколько слов о хонинговании
Некоторые владельцы авто, разбирающиеся в свойствах металла, после расточки и шлифовки выполняют хонингование внутренней поверхности. Этот вид обработки включает прохождение по внутренней поверхности цилиндров специальным роликом, который уплотняет поверхность и оставляет сетчатый след. Благодаря такой обработке повышается механическая износостойкость металла, а соответственно – увеличивается ресурс мотора.
ВНИМАНИЕ! Оборудование для выполнения такой работы может быть не у всех расточников. Поэтому для хонингования часто требуется дополнительная транспортировка блока в другую мастерскую.
Современные мастерские предлагают в качестве ремонтных услуг такие методики обработки, как дохонингование, платохонингование, которые выравнивают профиль существующей сетки, что влечёт за собой уменьшение периода обкатки.
Такие работы, как расточка, шлифовка и хонингование требуют квалифицированного подхода, а также использования профессионального оборудования. Поэтому, если возникает потребность в проведении этих работ, нужно обращаться только в специализированные мастерские, а не пытаться самостоятельно увеличить размер цилиндров, а затем шлифовать их, используя нестандартные методы обработки.
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
- При отливке на заводе устанавливаются тонкостенные тонкие чугунные гильзы, толщина стенки 2 – 3 мм. Такие варианты получили название «сухие с чугунными гильзами». Расточка такого варианта допустима, причем под них выпускаются ремонтные поршни и кольца. Устанавливаются на такие машины как – VOLVO, Land Rover, HONDA, SUBARU, NISSAN, SUZUKI и некоторые другие.

- Цельноалюминиевые моноблоки по технологии SILUMAL (разработана фирмой MAHLE). Здесь идет литой алюминиевый корпус, но стенки изнутри подвергаются сложной химико-термической обработке, после которой на стенках образуется высокая концентрация кремния, этот материал не дает кольцам и поршням быстро изнашивать стенки и ресурс вырастает до 150 – 200 000 км. Слой достаточно толстый и его также можно НЕМНОГО растачивать, для таких моторов выпускается ремонтные комплекты с увеличение размера цилиндра на 0,5 – 1мм. Такие варианты устанавливаются на многие модели Mercedes, BMW, AUDI, PORSCHE и некоторые другие авто.

- Моноблочная технология NICASIL. Здесь также на поверхность стенок цилиндра наносится прочное покрытие только из смеси никеля и карбида кремния. Оно намного тоньше, чем предшественник, а поэтому не ремонтируется! Производитель не заложил ремонтных возможностей, также не предоставляет ремкомплектов. Устанавливаются на некоторые модели BMW и другие.

«Сухие гильзы» и SILUMAL достаточно ремонтнопригодны, то есть если у вас упала компрессия в виду износа от большого пробега, то вы легко можете снять 0,5 – 1 мм поставить ремонтную поршневую группу и кататься дальше. ТАКЖЕ для некоторых вариантов SILUMAL производители выпускают ОРИГИНАЛЬНЫЕ алюминиевые гильзы, нужны они, когда расточка будет больше 1мм. Правда стоимость их просто зашкаливает до 200 ЕВРО за одну, зато исключительное соотношение металлов и возможность полного восстановления (также в некоторых случаях можно купить одну штуку в один цилиндр). ИСКЛЮЧЕНИЕМ может быть только то, что стенка блока очень сильно повреждена, на глубину большую, чем возможна ремонтная расточка. Однако такие блоки бывает уже ничем не спасти, бывают фатальные повреждения, например повернуло поршень.
NICASIL – восстановить фактически не возможно! То есть как заверяет производитель это фактически одноразовый мотор. Как писал — выше у него нет одобренных заводом-изготовителем запчастей. Но в какой стане мы живем, есть куча компаний которая делает именно для Nicasil гильзы, причем чугунные с малой стенкой (2 – 3 мм), есть и мастера которые могут все это дело совместить! Правда при этом нужно помнить о тепловых расширениях и различных металлах. Скорее всего, дядя Вася в гараже сделать качественно, это не сможет. Однако цены на новые блоки, если взять топовые BMW могут доходить до 5000 – 7000 ЕВРО, заставляют искать таких мастеров.
Вот такой вот большой материал, если сложно читать, то посмотрите видео версию, в ней более подробно и просто.
Ремонт трещин блока цилиндров двигателя
Возникшие трещины на стенках блока цилиндров двигателя, как правило, ремонтируются способом заделки эпоксидкой или завариваются. Заварка трещин производится двумя способами с подогревом и без подогрева. Перед ремонтом трещин блока цилиндров двигателя засверливаются специальным сверлом концы трещин, для того чтобы трещины не начали увеличиваться во время работы. Сверло выбирают размером 5 мм. После засверливания концов трещины необходимо разделать трещину по всей длине, такие работы проводят с помощью шлифовальной машинки.
Последовательность выполнения ремонта трещин блока цилиндров двигателя:

Комплектование деталей для
ремонта головки блока цилиндров.
Как ремонтировать головку блока
цилиндров самому.

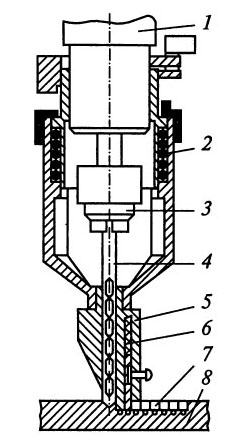
а) сверление концов трещины, б) зачистка вокруг трещины, заделывание и обезжиривание, в) заполнение эпоксидкой, г) укрепление эпоксидки, д) наложение верхнего слоя эпоксидки, L – длина трещины, 1) деталь, 2) трещина в блоке, 3, 5) засверливание концов трещины, 4) зачистка, 6) слой эпоксидки, 7) заготовка, 8) укрепление эпоксидки, 9 – верхний слой эпоксидки.
Ремонт трещин чугунного блока цилиндров двигателя
Как правило трещины
в блоке цилиндров,
головке блока являются
показателем к замене детали,
но существует способ ремонта
трещин блока цилиндров двигателя
Заварка трещин чугунного блока двигателя имеет свои нюансы. Если ремонт трещин чугунного блока цилиндров двигателя производится с подогревом, то такие работы выполняются при температуре 600-640 градусов Цельсия с использованием горелки с ацетиленокислородным пламенем. Присадочным материалом выступают прутки с диаметром 5 мм. Шов предохраняют от окисления с помощью буры. Нельзя проводить заварку чугунного блока цилиндров при температуре, которая меньше 600 градусов Цельсия.
Если ремонт трещин чугунного блока цилиндров двигателя производят без подогрева, то в таком случае обычно применяется электродуговая сварка, а в качестве присадочного материала выступает электродная проволока диаметром 1,2 мм. Сварка производится в среде аргона. Во время сварки блока электродуговой сваркой не допускается перегрев больше чем 60 градусов Цельсия.
Во время заварки трещин блока цилиндров необходимо придерживаться режимов работы:
Сила тока 130-150 А, напряжение 25-30 В, давление аргона 0,3-0,5 Мпа.
Электроды, которые применяются при сварке чугунного блока: ПАНЧ11, МНЧ1, ОЗЧ1, АНЧ1, ЦЧ3, ЦЧ4.
Во время сварки: сила тока 130 А, напряжение 36 В, твердость НВ 170.
Ремонт трещин блока цилиндров двигателя эпоксидкой
Ремонт трещин блока цилиндров с помощью эпоксидки производится в следующей последовательности:
1) Трещина разделывается шлифовальной машинкой на ¾ части толщины стенки
2) Засверливаются концы трещин диаметров сверла 5 мм
3) Отверстия забивают медными заглушками
4) Вокруг трещин искусственно создаем шероховатость насейчкой
5) Проводим очистку и обезжиривание поверхности (ацетон)
6) В несколько слоев покрываем эпоксидкой трещину, первый слой 1 мм, второй слой 2 мм, в конце концов все слои должны быть в пределах 3-4 мм
7) Отверждаем нанесенный слой эпоксидки с помощью сушильной камеры при температуре 90 градусов Цельсия.
Ремонт блоков цилиндров





Полная технологическая цепочка ремонтных работ блоков цилиндров двигателей включает в себя: мойку, опрессовку, расточку и хонингование и гильзовку блока цилиндров, а также шлифовку привалочных плоскостей блока цилиндров двигателя.
Процесс подготовки к ремонту блока цилиндров начинается с диагностики, которую проводят опытные инженеры-приёмщики технических центров «Механики». Затем блок цилиндров двигателя проходит мойку и опрессовку для проверки на герметичность.
Только после диагностики и предварительной подготовки проводятся необходимые работы по расточке и хонингованию блока цилиндров и гильзовке.
Восстановление цилиндров — расточка, хонингование и гильзовка — могут потребоваться в случае износа цилиндров или их повреждения.
Расточка и хонингование блоков цилиндров
В технических центрах компании «Механика» специалисты с большим опытом работы растачивают и хонингуют чугунные и алюминиевые:
- Рядные блоки цилиндров
- V-образные блоки цилиндров
бензиновых и дизельных двигателей внутреннего сгорания всех типов.
На промышленных площадках «Механики» применяется безалмазное хонингование, которое позволяет получить рабочую поверхность цилиндров, оптимальную по противоизносным и антифрикционным свойствам. Эта технология исключает появление прижогов, наволакиваний, внедрение абразивных частиц в металл и появление иных дефектов поверхностного слоя. Безалмазное хонингование обеспечивает максимальное раскрытие зерен графита на поверхности цилиндров, что существенно влияет на увеличение ресурса цилиндропоршневой группы и двигателя в целом.
Гильзовка
Специалисты технических центров «Механики» оказывают услугу по установке ремонтных гильз в чугунные или алюминиевые блоки цилиндров.
При гильзовке алюминиевых блоков для охлаждения гильзы используется жидкий азот. Одновременно нагревается ответная деталь (сам блок цилиндров или отдельный цилиндр), что позволяет установить гильзу с гарантированным натягом без риска деформации.
Помимо стандартных работ по расточке, хонингованию и гильзовке блоков цилиндров двигателей в «Механике» выполняется финишная обработка поверхности цилиндров. Для этой операции используется так называемое платохонингование (или плосковершинное хонингование), которое выравнивает микропрофиль поверхности обработанного цилиндра и позволяет сократить период обкатки мотора.
Стоимость услуг
Наименование работ
Цена, руб.
Расточка и хонингование
блока цилиндров и гильз
(за цилиндр)
Для двигателей отечественных автомобилей
Для двигателей иномарок
Гильзовка с хонигованием
(без учета стоимости гильз)
(за цилиндр)
Для двигателей отечественных автомобилей
Для двигателей иномарок
Работа по одному цилиндру
Источник https://avto-layn.ru/remont-i-servis/rastochka-bloka-dvigatelya.html
Источник https://www.autoezda.com/remontdvs/791-remtreshin.html
Источник https://www.mehanika.ru/repairs/gruzovye/bloki-tsilindrov-truck/
Источник